
Page 11 - "Станочный парк" русская версия
P. 11
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Непрерывное и фасонное зации продолжительности за затруднённой фильтра- ния подвижных объектов,
На принципе миними-
Поскольку вакуум из-
известные конструкции ко-
литье металлопродукции в вакуумирования формы с ис- ции в песчаной среде на торых используют на сотнях
расстоянии 0,35…0,40 м от действующих
конвейеров
пользованием текучести пе-
вакуумируемые песчаные ска построен и опубликован источника вакуумирования ВПФ с традиционными фор-
мами в парных опоках.
– сетчатого фильтра –сни-
ранее [2 - 6] ряд конструк-
формы ций линий ВПФ, при которых жается в 2,0…2,5 раза [1], Один из примеров
движущийся конвейер пред-
то величинами разрежения конструкции такой системы
Технология литья в вакуумируемые формы пе- ставляет собой не верени- на фильтре, степени разгер- вакуумирования кристал-
ска без связующего была изобретена в Японии в 1971 цу отдельных форм, а одну метизации, уплотнения пе- лизатора описан в изобре-
г. фирмой AkitA, названа: «V-процесс или вакуум- литейную форму, например, ска и удаления его от этого тении [7]. Она выполнена
но-плёночная формовка» (Впф) [1]. сегодня ВПФ по в виде жёлоба с песком на фильтра в стенке или дне в виде гибкого вакуум-про-
вертикально замкнутом кон-
жёлоба регулируют проч-
вода, который расположен
факту перешла из разряда спецвдов в основные тех-
нологии литья. Этот способ нарушил традиции техно- вейере. Причём в патентах ность формы. При этом на вдоль бесконечной (коль-
логии литейной формы из кварцевого песка со связу- по непрерывному литью та- участке заливки и затверде- цевой) движущейся ленты,
ющим, привнеся в литейные цеха более экологически кой жёлоб обычно называют вания отливки эту прочность имеет фильтры на стыке с
чистый и ресурсосберегающий, но в то же время нау- подвижным кристаллизато- поддерживают максималь- лентой и постоянное сооб-
ром, облицованным песком. ной, на участке формовки щение через вращающийся
коёмкий процесс.
При непрерывном движении –достаточной для выполне- барабан с вакуум-насосом.
этого жёлоба, по ходу пере- ния литейных полостей и до- Устройство для управления
Несмотря на достаточно большое число публикаций и сотни патентов по ВПФ (в т.ч.
десятки патентов отечественной научно-технической школы по теории и технологии литей- мещения, в него сначала на- ставки их до участка залив- вакуумированием открыва-
сыпают слой сухого песка, а ки, на участке охлаждения ет фильтры вакуум-провода
ной формы), способы литья в вакуумируемые формы находятся среди лидеров по динамике затем, одновременно с гер- затвердевшей отливки фор- на этой ленте и подключает
публикаций нововведений и разновидностей, постепенно расширяя объём, номенклатуру
и географию производства литой продукции. При этом высокое качество отливок, полу- метизацией синтетической му не вакуумируют. Вакуум- к вакууму песок облицовки,
плёнкой слоя песка, отфор-
ная система действует лишь когда лента входит в строго
ченных этим способом, по точности приближается к литью под давлением, а по качеству
поверхности – к литью в кокиль. Кроме того, ВПФ показывает пример успешного реше- мовывают в нём литейные на сравнительно непродол- определённую зону, за пре-
полости, подключая вакуум жительной зоне конвейера. делами которой фильтры за-
ния экологических проблем литейного цеха благодаря применению в литейных формах к конвейеру на том участке, Конвейер движется, а эта крываются пружинными ме-
минимума полимеров (лишь синтетическая плёнка толщиной 0,05...0,1 мм и связующее
противопрогарной краски) в сочетании с откачкой газов из литейной формы вакуумным где необходимо удерживать зона остаётсянеподвижной ханизмами, и вакуум в песок
не поступает.
благодаря функционирова-
форму в камневидном состо-
насосом.
янии. нию системы вакуумирова-
Описанное в этой статье конвейерное обо-
рудование является результатом инновационных
разработок специалистов Физико-технологиче-
ского института металлов и сплавов (ФТИМС) На-
циональной академии наук Украины (г. Киев) в
процессе совершенствования технологии литья в
вакуумируемые формы под рук. проф. О.И. Шин-
ского. Перспективы дальнейших разработок свя-
заны с сочетанием преимуществ вакуумируемой
формы с литьём по разовым моделям из пено-
пласта или льда (крио-вакуумная технология).
Высокая текучесть сухого песка при ви-
бровоздействии в процессе формовки позволяет
рассматривать его как псевдожидкость, которая
легко (без мощных уплотняющих машин, прису-
щих традиционной песчано-глинистой формовке)
заполняет пространство вокруг часто сложных-
фасонных поверхностей литейных моделей (как
многоразовых, так и одноразовых) в процессе изготовления формы, продолжительность
которого обычно составляет несколькоминут. Причём камневидное состояние песка при
вакуумировании формы (разряжение порядка 0,5 атм ≈ 50 кПа) необходимо лишь с момен-
та формовки до заливки формы последующем затвердевании отливки до состояния, когда
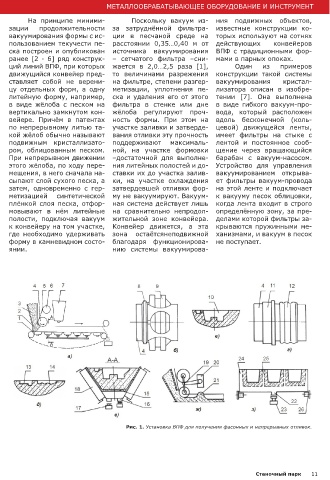
она сама способна держать свою «геометрию» в песчаной среде. В остальных случаях ва- Рис. 1. Установка ВПФ для получения фасонных и непрерывных отливок.
куумирование не требуется. Рациональное регулирование прочности формы при создании
установок непрерывного действия, совмещающих транспортные операции с технологиче-
скими, послужило целью описанных в данной статье разработок.
10 Станочный парк Станочный парк 11