
Page 13 - "Станочный парк" русская версия
P. 13
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Движущаяся на конвейере песчаная фор- менно с рядами как вдоль, так и попе- ленты составляет 0,05...0,10 ком может быть установлен из валков формуют поло-
ма может рассматриваться как единая или в ка- рёк ходаконвейера, и т.п. м. Для облегчения усилия компактный рыхлитель пе- сти, а при извлечении вал-
честве нижней полуформы [2 - 6]. Для второ- Для улучшения облицовки плён- вдавливания моделей на ска или устройство создания ков из песка и горизонталь-
го случая разработаны способы формирования кой моделей синтетическую плёнку 5 участке формовки поддер- псевдокипящегослоя. При ном расположении рамы 19
верхней полуформы и сборки её с нижней при можно нагревать в момент облицовки живают минимальное раз- движении лента опирается получают перегородку 21
формировании в итоге непрерывно движущего- (в этом и других, рассмотренных ниже режение, повышая его при на ролики 18 и может иметь между полостями [6]. В этом
ся песчаного слоя как литейной формы с одной способах формовки) путём безвоздуш- движении к участкам залив- небольшой уклон на пони- случае вместо ленточного
вдоль конвейера или многими рабочими поло- ного или воздушного распыления на ки и охлаждения. Это дости- жение в сторону выбивки. транспортёра для подвижно-
стями. После заливки металлом и достаточного эту плёнку такого теплоносителя, как гается подключением систе- После заливки полостей ме- го кристаллизатора удобнее
затвердевания отливки разупрочнение формы нагретая противопригарная краска мы 17 к клапанам 16 таким таллом и охлаждения отлив- применить пластинчатый, а
выполняют путём снижения и затем отключения [8]. Последнее повышает производи- образом, чтобы ближайший ки песок и отливки убирают пластины такого конвейера
вакуума (по мере выхода ленты конвейера из тельность технологического процесса подключённый фильтр лен- с кристаллизатора, песок можно выполнять с полостя-
зоны подключения к системе вакумирования), формовки путём совмещения традици- ты находился на расстоянии подают в систему охлажде- ми и вакуумными клапанами
переводя песок из камневидного состояния в онных операций ВПФ: обогрев потоком 0,5...1,0 м от позиции фор- ния – рециклинга, традици- 22 (рис. 1з) при поочерёдном
сыпучее. теплоносителя плёнки и окраска плён- мовки. Кроме того, валок 4 онно применяемую при ВПФ. подключении этих полостей
В изобретении [5] предложено не возить ки противопригарной краской. Кроме с моделями формует песок, Для изготовления по- к внешней вакуум-системе
на конвейере охлаждающиеся отливки в сыпу- того, поскольку нагретые частицы кра- большей частью насыпае- лунепрерывных толстостен- 23 [7].Пластины конвейера
чей песчаной среде, а подавать их в закрытый мый на него сверху из бун- ных профилей может быть могут иметь полые перфо-
наклонный жёлоб (как продолжение конвейе- кера 3, и находится прак- использован поворотный рированные боковины 24
ра), по стенкам которого отливки в песке дви- тически на грани действия механизм (рис. 1ж) в виде и продольные перегородки
жутсяпутём скольжения под собственным весом вакуума в песке, однако рамы 19 с приводом 20, на 25, последние целесообраз-
и находятся в жёлобе до достижения темпера- после настилания плёнки которой установлены два но монтировать на много-
туры, при которой предписана выбивка песча- валком песок остаётся не- валка с моделями различ- ручьёвых кристаллизаторах.
ных форм. Это значительно сокращает конвей- подвижным. В отдельных ной конфигурации. При воз- Транспортируют кристалли-
ер с электроприводом. Рассмотрим подробнее случаях в бункере 3 над вал- действии на песок одного затор по роликам 26.
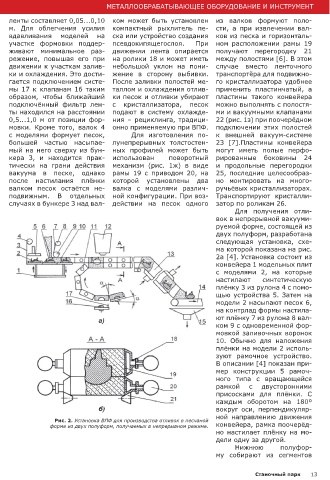
конструкции литейных конвейерных установок. Для получения отли-
Схема установки ВПФ для получения про- вок в непрерывной вакууми-
стых фасонных и непрерывнолитых отливок руемой форме, состоящей из
показана на рис. 1а [3]. Установка состоит из двух полуформ, разработана
подвижного конвейера-кристаллизатора 1, на следующая установка, схе-
который насыпают равномерный слой песка ма которой показана на рис.
2 из бункера 3. На валок 4 наносят син- 2а [4]. Установка состоит из
тетическую плёнку 5 из рулона 6, а затем конвейера 1 модельных плит
настилают плёнку этим валком на слой ски являются более с моделями 2, на которые
песка. Над кристаллизатором установ- энергоёмкими те- настилают синтетическую
лен заливочный ковш 7. плоносителями чем плёнку 3 из рулона 4 с помо-
Для изготовления простых фасон- ранее известный щью устройства 5. Затем на
ных отливок на валке 4 (рис. 1б) способ дутья нагретым модели 2 насыпают песок 6,
монтируют модели литниковой воздухом, то сокращается время на контрлад формы настила-
системы 8 и фасонных отливок 9, обогрева плёнки. А нагрев краски ют плёнку 7 из рулона 8 вал-
с помощью которых получают по- уменьшает продолжительность её ком 9 с одновременной фор-
лости 10 (рис. 1а). Для выполне- сушки, и эта комплексная операция мовкой заливочных воронок
ния непрерывных профилей приме- облицовки-окраски легко вписыва- 10. Обычно для наложения
няют кольцевые модели 11 и 12, с ется в непрерывный процесс фор- плёнки на модели 2 исполь-
помощью которых формуют полости мовки. Степень уплотнения песка зуют рамочное устройство.
с профилями, соответственно, 13 и можно повысить путём применения В описании [4] показан при-
14 (рис.1г, 1д). При формовке модель вибрации валка, либо другими из- мер конструкции 5 рамоч-
вдавливается в песок вращающимся валком и вестными способами. ного типа с вращающейся
оставляет на нём плёнку 5, остатки которой мо- Слой песка вакуумируют че- рамкой с двусторонними
гут сматывать в рулон в конце облицованного рез сетчатые фильтры 15 (рис. 1е), присосками для плёнки. С
песком участка конвейера (см. рис. 1а справа). вмонтированные в ленту 1 и имею- каждым оборотом на 180º
На валок 4 могут устанавливать модель, подоб- щие клапаны 16, которые подклю- вокруг оси, перпендикуляр-
ную сочетанию конструкций моделей (рис. 1б, чают к системе 17 трубопроводов Рис. 2. Установка ВПФ для производства отливок в песчаной ной направлению движения
1г), которая даёт отпечаток (полость в песке) вакуумного сопровождения движу- форме из двух полуформ, получаемых в непрерывном режиме. конвейера, рамка поочерёд-
с изменяемой поверхностью как в продольном, щейся ленты, после чего песок при- но настилает плёнку на мо-
так и в поперечном сечении. То есть, можно обретает прочность, свойственную дели одну за другой.
лить, например, в полунепрерывном режиме ВПФ. Толщина слоя песка от низа Нижнюю полуфор-
рейку с зубьями разного профиля и одновре- полости отливки до поверхности му собирают из сегментов
12 Станочный парк Станочный парк 13