
Page 15 - "Станочный парк" русская версия
P. 15
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
11. Для заливки использу- мешка служит надёжным герметизатором. Также предусмо- конвейера, действуют по
ют ковш 12. После заливки трен вариант укладывания этих мешков с песком на форму принципу «металл текучий –
форму плавно помещают в перед заливкой металла [10]. песок твёрдый» и наоборот,
закрытый наклонный жёлоб Для непрерывного получения полосы из распла- с возможностью выполне-
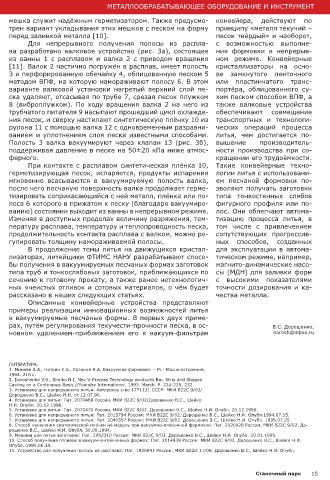
13, где отливку охлаждают и ва разработано валковое устройство (рис. 3а), состоящее ния формовки в непрерыв-
подают на конвейер 14, а пе- из ванны 1 с расплавом и валка 2 с приводом вращения ном режиме. Конвейерные
сок пересыпают в приёмный [11]. Валок 2 частично погружён в расплав, имеет полость кристаллизаторы на осно-
бункер 15, сообщённый с ли- 3 и перфорированную обечайку 4, облицованную песком 5 ве замкнутого ленточного
нией охлаждения и очистки методом ВПФ, на которую намораживают полосу 6. В этом или пластинчатого транс-
песка. Во ФТИМС НАНУ при- варианте валковой установки нагретый верхний слой пе- портёра, облицованного су-
меняют высокопроизводи- ска удаляют, отсасывая по трубе 7, срезая песок плужком хим песком способом ВПФ, а
тельные проходные охлади- 8 (виброплужком). По ходу вращения валка 2 на него из также валковые устройства
тели песка в псевдокипящем трубчатого питателя 9 насыпают прошедший цикл охлажде- обеспечивают совмещение
слое, которые встраивают в ния песок, и сверху настилают синтетическую плёнку 10 из транспортных и технологи-
автоматизированные линии муют подобно верхней полуформе, с тем лишь отличием в рулона 11 с помощью валка 12 с одновременным разравни- ческих операций процесса
пневмотранспорта песка с этом варианте конструкции, что на модельной плите с мо- ванием и уплотнением слоя песка известными способами. литья, чем достигается по-
позиции выбивки на пози- делью 16 установлена перегородка 17, равная высоте по- Полость 3 валка вакуумируют через клапан 13 (рис. 3б), вышение производитель-
цию формовки. Поскольку луформы и имеющая при вершине угол α. Для того, чтобы поддерживая давление в песке на 50±20 кПа ниже атмос- ности производства при со-
сухой песок (в отличие от боковые стенки соседних сегментов 11 при сборке стыкова- ферного. кращении его трудоёмкости.
традиционных формовочных лись без зазора, при формовке модельную плиту поворачи- При контакте с расплавом синтетическая плёнка 10, Такие конвейерные техно-
смесей) не теряет сыпучести вают на указанный угол α по сравнению с её расположени- герметизирующая песок, испаряется, продукты испарения логии литья с использовани-
при низких температурах, то ем в момент протяжки модели из формы. мгновенно всасываются в вакуумируемую полость валка, ем песчаной формовки по-
такие линии обычно разме- Как показано на поперечном разрезе (рис. 2б), кри- после чего песчаную поверхность валка продолжает герме- зволяют получать заготовки
щают за пределами литейно- сталлизатор имеет продольные боковины с вакуумными тизировать соприкасающийся с ней металл, плёнка или по- типа тонкостенных слябов
го цеха, у внешней его сте- клапанами 18 и перфорированными стенками 19 для вакуу- лоса 6 которого в прижатом к песку (благодаря вакуумиро- фигурного профиля или по-
ны. мирования песка при подключении клапанов 18 к трубопро- ванию) состоянии выходит из ванны в непрерывном режиме. лос. Они облегчают автома-
Нижнюю часть полу- водам 20 системы вакуумного сопровождения линий ВПФ. Изменяя в доступных пределах величину разряжения, тем- тизацию процесса литья, в
формы из сегментов 11 фор- Кристаллизатор перемещают по роликам 21. Поскольку на пературу расплава, температуру и теплопроводность песка, том числе с привлечением
конвейере нет поперечных перегородок, то при использо- продолжительность контакта расплава с валком, можно ре- сопутствующих прогрессив-
вании соответствующих моделей на данной установке воз- гулировать толщину намораживаемой полосы. ных способов, созданных
можна формовка полостей для получения длинномерных В продолжение темы литья на движущихся кристал- для эксплуатации в автома-
отливок в полунепрерывном режиме. лизаторах, литейщики ФТИМС НАНУ разрабатывают спосо- тическом режиме, например,
Следует отметить, что при выходе на контрлад формы бы получения в вакуумируемых песчаных формах заготовок магнито-динамические насо-
выпоров, прибылей, при заливке металлом формы, вокруг типа труб и тонкослябовых заготовок, приближающихся по сы (МДН) для заливки форм
них сгорает плёнка. Разгерметизованная поверхность пес- сечению к готовому прокату, а также ранее нетехнологич- с высокими показателями
чаной формы приводит к подсосу через неё воздуха и зна- ных ячеистых отливок и сотовых материалов, о чём будет точности дозирования и ка-
чительному падению степени разрежения в верхней части рассказано в наших следующих статьях. чества металла.
формы, что требует повышения интенсивной работы насо- Описанные конвейерные устройства представляют
сов во избежание преждевременного разупрочнения фор- примеры реализации инновационных возможностей литья
мы. Особенно актуален этот вопрос для установки, пока- в вакуумируемые песчаные формы. В первых двух приме-
занной на рис. 1, при работе которой возможны обширные рах, путём регулирования текучести-прочности песка, в ос- В.С. Дорошенко,
поверхности открытого металла. Для отдельных опочных новном удалением-приближением его к вакуум-фильтрам dorosh@inbox.ru
форм на участках ручной формовки в таких случаях, сразу
после заливки, торец выпора или прибыли засыпают пе-
ском, предотвращающим деструкцию близлежащей плёнки.
В изобретении [10] герметизацию и «утепление» откры- ЛИТЕРАТУРА:
тых поверхностей металла и участков поверхности формы 1. Минаев А.А., Ноткин Е.Б., Сазонов В.А. Вакуумная формовка. – М.: Машиностроение,
1984. 216 с.
вокруг них выполняют накрыванием мешками из синтети- 2. Doroshenko V.S., Sheiko N.I. Nev V-Process Technology produces Bar, Strip and Shaped
ческой плёнки, заполненными формовочным песком. При Casting on a Continuous Basis.//Foundry International. 1993. March. Р. 224-225, 232.
непрерывном литье на движущемся конвейере открытые 3. Установка для непрерывного литья: Авторское с-во 1771131 СССР: МКИ В22С 9/02/
Дорошенко B.C., Шейко Н.И. от 12.07.90.
поверхности металла и близлежащие поверхности формы 4. Установка для литья: Пат. 2070469 России, МКИ В22С 9/02/Дорошенко B.C., Шейко
покрывают непрерывно изготовляемым мешком с песком, Н.И. Опубл. 20.12.1996.
5. Установка для литья: Пат. 2070470 России, МКИ В22С 9/02. Дорошенко B.C., Шейко Н.И. Опубл. 20.12.1996.
который песчаным слоем выстилают на поверхности зали- 6. Установка для непрерывного литья: Пат. 2015794 Россия: МКИ В22С 9/02. Дорошенко B.C., Шейко Н.И. Опубл.1994.07.15.
7. Установка для непрерывного литья: Пат. 2040357 России: МКИ В22С 9/02. Дорошенко B.C., Шейко Н.И. Опубл. 1995.07.25
той формы, его можно считать аналогом безопочной пес- 8. Способ нанесения синтетической плёнки на модель при вакуумно-плёночной формовке: Пат. 2020028 России, МКИ В22С 9/02. До-
чано-плёночной невакуумируемой формы. Такое покрытие рошенко B.C., Шейко Н.И. Опубл. 30.09.1994.
9. Машина для литья заготовок: Пат. 2052310 Россия: МКИ В22С 9/03. Дорошенко B.C., Шейко Н.И. Опубл. 20.01.1996.
значительно эффективнее для герметизации формы, чем 10. Способ получения отливок в вакуумно-плёночных формах: Пат. 2014939 Россия: МКИ B22C 9/02. Дорошенко B.C., Шейко Н.И.
Рис. 3. Устройство для непрерывного простая присыпка песком. Контактирующая с металлом ниж- Опубл. 1994.06.30.
получения полосы из расплава. няя плёнка мешка прогорает, а верхняя плёнка лежащего 11. Устройство для получения полосы из расплава: Пат. 1836841 России: МКИ B22D 11/06. Дорошенко В.С., Шейко Н.И. Опубл.
14 Станочный парк Станочный парк 15