
Page 24 - Демо Станочный парк
P. 24
новые технологии
3. Технология Spray forming макроструктуры материала (рисунок 11).
Существует ряд новых техноло- Равномерность распределения ингре-
гий, находящихся на стыке разных тра- диентов по массиву заготовки и равно-
диционных технологий. К ним относит- мерность микроструктуры (рисунок 12)
ся и так называемая технология Spray – главные преимущества указанной тех-
forming, объединяющая процессы литья нологии. К недостаткам следует отнести
(плавка металла) и распыления металла относительно высокие потери материа-
(порошковая металлургия). В конечном ла (до 20%) при атомизации и осажде-
итоге получается заготовка – заготов- нии металла на подложку и относитель-
ка, полученная послойным синтезом, что ную сложность управления процессом,
и «роднит» технологию Spray forming с требующим высоких профессиональных
AМ-технологиями. навыков персонала. Особенностью Spray
Технология Spray forming, рису- forming является наличие микропор в
нок 10, разработана в первую очередь структуре материала, появление которых
для изготовления ответственных деталей связывают с «захватом» молекул газа при
аэрокосмического назначения из специ- атомизации и осаждении частичек метал-
альных сплавов с повышенными требо- ла и с «неплотным» спеканием частиц
ваниями. Она также нашла коммерческое при кристаллизации. Пористость металла
применение в серийном производстве, в
частности, для изготовления гильз цилин-
дров из Al-Si сплавов для двигателей ав-
томобилей Mercedes. Данная технология
успешно применяется для получения за-
готовок из сплавов, склонных к ликвации
при кристаллизации, в частности сплавов,
содержащих медь и использующихся для
производства суперпроводников (CuSn),
высокопрочных инструментов (CuMnNi,
CuAlFe) для нефтедобывающей и горно-
рудной промышленности. Spray forming
– технология получения заготовок из
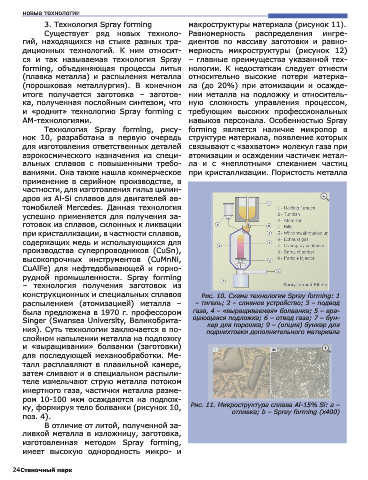
конструкционных и специальных сплавов Рис. 10. Схема технологии Spray forming: 1
распылением (атомизацией) металла – – тигель; 2 – сливное устройство; 3 – подвод
была предложена в 1970 г. профессором газа, 4 – «выращиваемая» болванка; 5 – вра-
Singer (Swansea University, Великобрита- щающаяся подложка; 6 – отвод газа; 7 – бун-
кер для порошка; 9 – (опция) бункер для
ния). Суть технологии заключается в по- подшихтовки дополнительного материала
слойном напылении металла на подложку
и «выращивании» болванки (заготовки)
для последующей механообработки. Ме-
талл расплавляют в плавильной камере,
затем сливают и в специальном распыли-
теле измельчают струю металла потоком
инертного газа, частички металла разме-
ром 10-100 мкм осаждаются на подлож-
ку, формируя тело болванки (рисунок 10, Рис. 11. Микроструктура сплава Al-15% Si: a –
отливка; b – Spray forming (х400)
поз. 4).
В отличие от литой, полученной за-
ливкой металла в изложницу, заготовка,
изготовленная методом Spray forming,
имеет высокую однородность микро- и
24 Станочный парк