
Page 9 - Журнал "Станочный парк"
P. 9
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ МЕТАЛЛООБРАБАТЫВАЮЩЕЕ
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
зерных станков с прямыми приводами, кото- Рис. 1. Общий и МШ2, установленные соответственно на дится тангенциальная подача инструмента.
рые усиленно эксплуатируются на протяжении вид станка мод. фрезерном суппорте и столе, осуществляют При резании без тангенциального переме-
5320Ф4.
ряда лет (в частности 4 станка мод. 5М370Ф4 вращением фрезы и заготовки. Двигатель щения фрезы корпус 6 закрепляется та-
ф. Морена, г. Коломна). М3, установленный на фрезерном суппорте, рельчатыми пружинами механизма зажима
Ниже рассмотрены некоторые особенно- обеспечивает осевое перемещение фрезы, 9. Для смены фрезы предусмотрено пере-
сти построения зубофрезерных стан- как периодическое (при затуплении фрезы), мещение контрподержки 10 от гидроцилин-
ков с прямыми приводами инстру- так и непрерывное ‒ при диагональном зу- дра и её закрепление в рабочем положении
мента и заготовки по результатам бофрезеровании. Перемещение инструмента механизмом зажима 11.
создания отдельных моделей вдоль оси заготовки осуществляется элект- Контроль углового положения шпин-
станков, а также на основе эскиз- родвигателями М4, обеспечивая обработку деля фрезы осуществляется датчиком 12, а
ного проектирования унифициро- колёс требуемой ширины. требуемая взаимосвязь угла поворота фре-
ванных гамм станков. Электродвигателем М5 и редуктором зы и стола реализуется с помощью системы
фреза устанавливается на требуемый угол ЧПУ.
Гамма вертикальных зубоф- (установочное перемещение), а фиксация На рис. 4 приведена типовая кон-
резерных станков. выбранного углового положения осущест- струкция стола станков ø200 - 500 мм с
Диаметр обрабатываемого колеса:
200 - 1250 мм (по ГОСТ 659-89). Для пяти раз-
меров станков базовой моделью для первых
трёх является станок 5320Ф4 ø200 мм, а для
остальных (800 и 1250 мм.) ‒ станок ø800 мм.
Отличительной особенностью базовых
моделей ø200 и ø800 мм является конструкция
стола. Стол станка ø200 выполнен на подшип- вая фиксация заготовки осуществляется
никах качения, а ø800 – на гидростатических контрподдержкой изделия 7, перемеща-
радиальных и упорных подшипниках. Это обу- ющейся по направляющим стойки контр-
словлено как необходимостью обработки заго- поддержки 8. Удаление стружки произ-
товки типа вал-шестерня (при которой требу- водится транспортёром стружки 9.
ется в столе отверстие большого диаметра), так На рис. 2 показана типовая кине-
и повышенными требованиями к динамическим матическая схема станков гаммы с пря-
характеристикам станков больших размеров. мыми приводами заготовки и фрезы на
На основе базовых моделей строятся примере станка мод. 5320Ф4. Станки вы-
остальные станки с высокой унификацией уз- полнены на базе мехатронных систем, и
лов и подсистем. Так, например, унификация в их формообразующих цепях отсутству-
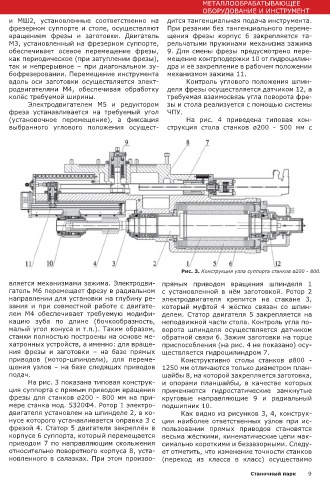
узлов и деталей станков ø200 и ø320 мм со- ют зубчатые или иные промежуточные Рис. 3. Конструкция узла суппорта станков ø200 - 800.
ставляет около 95%. Конструктивная унифи- передачи, а согласование перемещений вляется механизмами зажима. Электродви-
прямым приводом вращения шпинделя 1
кация (однотипность решений) внутри гаммы исполнительных органов выполняет- гатель М6 перемещает фрезу в радиальном с установленной в нём заготовкой. Ротор 2
приближается к 100%. Общий вид станка мод. ся системой ЧПУ. Мотор-шпиндели МШ1 направлении для установки на глубину ре-
5320Ф4, разработанного в МГТУ зания и при совместной работе с двигате- электродвигателя крепится на стакане 3,
«СТАНКИН» и изготовленного в г. лем М4 обеспечивает требуемую модифи- который муфтой 4 жёстко связан со шпин-
Сасово, показан на рис. 1. делем. Статор двигателя 5 закрепляется на
Основным несущим узлом кацию зуба по длине (бочкообразность, неподвижной части стола. Контроль угла по-
малый угол конуса и т.п.). Таким образом, ворота шпинделя осуществляется датчиком
станка является станина 1. На ней станки полностью построены на основе ме-
расположены роликовые рельсовые хатронных устройств, а именно: для враще- обратной связи 6. Зажим заготовки на торце
направляющие, обеспечивающие приспособления (на рис. 4 не показано) осу-
радиальное перемещение стойки 2. ния фрезы и заготовки ‒ на базе прямых ществляется гидроцилиндром 7.
приводов (мотор-шпиндели), для переме-
Конструктивно столы станков ø800 -
По стойке в вертикальном направле- щения узлов ‒ на базе следящих приводов 1250 мм отличаются только диаметром план-
нии перемещается каретка суппорта подач.
3 с установленным в ней инструмен- На рис. 3 показана типовая конструк- шайбы 8, на которой закрепляется заготовка,
тальным суппортом 4. Инструмен- и опорами планшайбы, в качестве которых
тальный суппорт конструктивно яв- ция суппорта с прямым приводом вращения применяются гидростатические замкнутые
фрезы для станков ø200 - 800 мм на при-
ляется мехатронным узлом с прямой мере станка мод. 5320Ф4. Ротор 1 электро- круговые направляющие 9 и радиальный
подшипник 10.
установкой привода вращения фре- двигателя установлен на шпинделе 2, в ко-
зы 5. Для установки и вращения за- Как видно из рисунков 3, 4, конструк-
готовки служит стол 6, закреплён- нусе которого устанавливается оправка 3 с ции наиболее ответственных узлов при ис-
ный в станине. Конструктивно стол фрезой 4. Статор 5 двигателя закреплён в пользовании прямых приводов становятся
также является мехатронным узлом корпусе 6 суппорта, который перемещается весьма жёсткими, кинематические цепи мак-
приводом 7 по направляющим скольжения симально короткими и беззазорными. Следу-
с установленным прямым приводом Рис. 2. Типовая кинематическая схема. относительно поворотного корпуса 8, уста-
вращения заготовки. Дополнительная осе- новленного в салазках. При этом произво- ет отметить, что изменение точности станков
(переход из класса в класс) осуществимо
8 Станочный парк Станочный парк 9