
Page 20 - MILLING-TOOLS-yg1
P. 20
CASE STUDY CASE STUDY
ALU-POWER HPC End mills Reference page : p.463 ~ p.475 ONLY ONE Coated PM60 End Mills Reference page : p.615 ~ p.635
Slotting Application 4 Flute Square End mill
Cutting Condition (Slotting)
Ø1/2(R.090) 3 Flute Corner radius End Mill, Alu-Power HPC Tool Ø1/2(R.090) x Ø1/2 x 1-1/4 x 3-1/2 150 Cutting Condition (Down & Side Cutting)
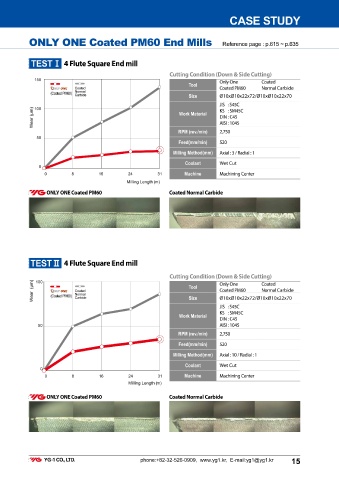
Work Material AL7075 Tool Only One Coated
115% R.P.M (rev./min.) 12,224 (Coated PM60) Coated Coated PM60 Normal Carbide
Normal
Feed (mm/min.) 5,588 Carbide Size Ø10xØ10x22x72/Ø10xØ10x22x70
ALU-POWER HPC Cutting Depth (mm) 12.7 (Axial) 100 JIS : S45C
110% Coolant Wet Cut (9% emulsion) Work Material KS : SM45C
Overhang (mm) 48 Wear (μm) DIN : C45
AISI : 1045
Milling Method Slotting
105% Machine Machining Center RPM (rev./min) 2,750
50
Total Milling Length : 38m Feed(mm/min) 520
100% ALU-POWER HPC Milling Method(mm) Axial : 3 / Radial : 1
Competitor A Coolant
0 Wet Cut
95% 0 8 16 24 31 Machine Machining Center
Competitor A
Milling Length : 28.6m Milling Length : 28.6m Milling Length (m)
Wear land : 16.617 ㎛ Wear land : 12.896 ㎛
90% ONLY ONE Coated PM60 Coated Normal Carbide
Pocketing Application
Cutting Condition (Pocketing)
Ø1/2(R.090) 3 Flute Corner radius End Mill, Alu-Power HPC Tool Ø1/2(R.090) x Ø1/2 x 1-1/4 x 3-1/2
Work Material AL7075
130% R.P.M (rev./min.) 12,224
Feed (mm/min.) 5,588
Cutting Depth (mm) 12.7 (Axial) / 12.2 (Radial)
120% Coolant Wet Cut (9% emulsion) 4 Flute Square End mill
Overhang (mm) 48 Cutting Condition (Down & Side Cutting)
ALU-POWER HPC Milling Method Pocketing 100
110% Machine Machining Center Coated Tool Only One Coated
Coated PM60
Normal Carbide
Total Milling Length : 38m Wear (μm) (Coated PM60) Normal Size Ø10xØ10x22x72/Ø10xØ10x22x70
Carbide
100% ALU-POWER HPC JIS : S45C
Competitor A KS : SM45C
Work Material
DIN : C45
90% 50 AISI : 1045
Competitor A
Milling Length : 38m Milling Length : 38m RPM (rev./min) 2,750
Wear land : 15.385 ㎛ Wear land : 12.896 ㎛ Feed(mm/min) 520
80%
Milling Method(mm) Axial : 10 / Radial : 1
D 2
Coolant Wet Cut
0
a e
0 8 16 24 31 Machine Machining Center
Radial Milling Length (m)
infeed
y
z x ONLY ONE Coated PM60 Coated Normal Carbide
rad m
rad vt
D c
Groove width
In trochoidal milling applications, Peel milling applications Outstanding chip evacuation
the cutter follows a spiral path by moving benefit from ALU-POWER HPC's super through deep gullet design coupled
radially as it rotates providing faster sharp high-speed milling ability. with high speed milling leaves
machining times, lower tooling costs and a well-defined clean cutter path.
reduced loads on machine components.
14 phone:+82-32-526-0909, www.yg1.kr, E-mail:yg1@yg1.kr phone:+82-32-526-0909, www.yg1.kr, E-mail:yg1@yg1.kr 15