
Page 747 - Mechatronics with Experiments
P. 747
PROGRAMMABLE MOTION CONTROL SYSTEMS 733
d θ
(l )
dt 2 correct
l knife d θ l
cut-to-mark
d (l )
dt 1 l web a θ
l
cut
Desired cut point
sensor
d
d dt (l web )
dt (l )
1
l l knife
knife
contact non-contact
θ correct
d d (l )
dt (l ) dt tool
2
Z 1 Z 2
l l
knife knife
contact non-contact
(a) Cut fixed length (b) Cut at a fixed registration mark, compensate
for web slippage. Z 1 and Z 2 values are
calculated based on nominal expected cut
length
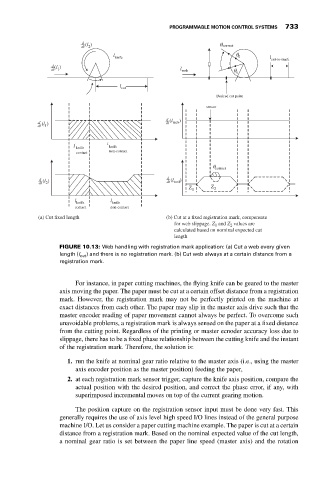
FIGURE 10.13: Web handling with registration mark application: (a) Cut a web every given
length (l cut ) and there is no registration mark. (b) Cut web always at a certain distance from a
registration mark.
For instance, in paper cutting machines, the flying knife can be geared to the master
axis moving the paper. The paper must be cut at a certain offset distance from a registration
mark. However, the registration mark may not be perfectly printed on the machine at
exact distances from each other. The paper may slip in the master axis drive such that the
master encoder reading of paper movement cannot always be perfect. To overcome such
unavoidable problems, a registration mark is always sensed on the paper at a fixed distance
from the cutting point. Regardless of the printing or master ecnoder accuracy loss due to
slippage, there has to be a fixed phase relationship between the cutting knife and the instant
of the registration mark. Therefore, the solution is:
1. run the knife at nominal gear ratio relative to the master axis (i.e., using the master
axis encoder position as the master position) feeding the paper,
2. at each registration mark sensor trigger, capture the knife axis position, compare the
actual position with the desired position, and correct the phase error, if any, with
superimposed incremental moves on top of the current gearing motion.
The position capture on the registration sensor input must be done very fast. This
generally requires the use of axis level high speed I/O lines instead of the general purpose
machine I/O. Let us consider a paper cutting machine example. The paper is cut at a certain
distance from a registration mark. Based on the nominal expected value of the cut length,
a nominal gear ratio is set between the paper line speed (master axis) and the rotation