
Page 441 - Icon Ridge Presents ATORN
P. 441
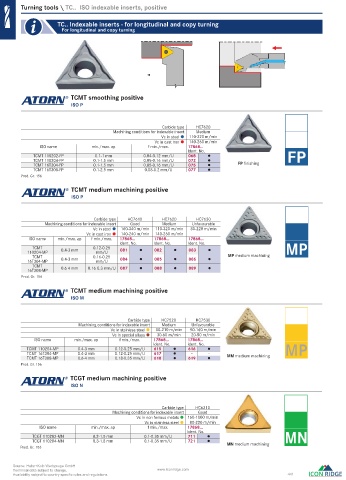
Turning tools \ TC.. ISO indexable inserts, positive
TC.. Indexable inserts - for longitudinal and copy turning
For longitudinal and copy turning
TCMT smoothing positive
ISO P
Carbide type HC7620
Machining conditions for indexable insert Medium
Vc in steel 110-320 m/min
Vc in cast iron 140-260 m/min
ISO name min./max. ap f min./max. 17868...
Ident. No.
TCMT 110202-FP 0.1-1 mm 0.04-0.12 mm/U 068 FP
TCMT 110204-FP 0.1-1.5 mm 0.05-0.16 mm/U 072
TCMT 16T304-FP 0.1-1.5 mm 0.05-0.16 mm/U 075 FP fi nishing
TCMT 16T308-FP 0.1-2.5 mm 0.08-0.2 mm/U 077
Prod. Gr. 156
TCMT medium machining positive
ISO P
Carbide type HC7610 HC7620 HC7630
Machining conditions for indexable insert Good Medium Unfavourable
Vc in steel 160-340 m/min 110-320 m/min 80-220 m/min
Vc in cast iron 140-240 m/min 140-260 m/min
ISO name min./max. ap f min./max. 17868... 17868... 17868...
Ident. No. Ident. No. Ident. No.
TCMT 0.12-0.25 MP
110204-MP 0.4-3 mm mm/U 081 082 083
TCMT 0.16-0.25 MP medium machining
16T304-MP 0.4-3 mm mm/U 084 085 086
TCMT
16T308-MP 0.6-4 mm 0.16-0.3 mm/U 087 088 089
Prod. Gr. 156
TCMT medium machining positive
ISO M
Carbide type HC7520 HC7530
Machining conditions for indexable insert Medium Unfavourable
Vc in stainless steel 80-210 m/min 90-160 m/min
Vc in special alloys 30-60 m/min 20-50 m/min
ISO name min./max. ap f min./max. 17868... 17868...
Ident. No. Ident. No.
TCMT 110204-MP 0.4-3 mm 0.12-0.25 mm/U 615 616 MP
TCMT 16T304-MP 0.4-3 mm 0.12-0.25 mm/U 617 - - MM medium machining
TCMT 16T308-MP 0.6-4 mm 0.18-0.35 mm/U 618 619
Prod. Gr. 156
TCGT medium machining positive
ISO N
Carbide type HC6310
Machining conditions for indexable insert Good
Vc in non-ferrous metals 160-1000 m/min
Vc in stainless steel 80-220 m/min
ISO name min./max. ap f min./max. 17868...
Ident. No.
TCGT 110202-MN 0.2-1.5 mm 0.1-0.35 mm/U 711 MN
TCGT 110204-MN 0.3-1.8 mm 0.1-0.35 mm/U 721
Prod. Gr. 156 MN medium machining
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 441
0572_EN_2018_KERN[21847869]-r.indd 572 12/17/2018 3:33:09 PM