
Page 500 - Icon Ridge Presents ATORN
P. 500
Turning tools \ Miniature turn-out programme D=1-10 mm
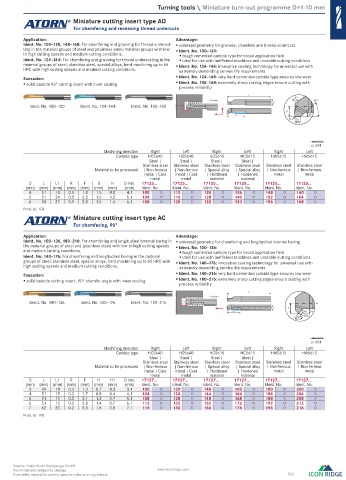
Miniature cutting insert type AD
For chamfering and recessing thread undercuts
Application: Advantage:
Ident. No. 100–120, 148–168: For chamfering and grooving for thread undercut- universal geometry for grooves, chamfers and thread undercuts
ting in the material groups of steel and (stainless steel) material groups with low Ident. No. 100–120:
to high cutting speeds and medium cutting conditions. tough cemented carbide type for broad application fi eld
Ident. No. 124–144: For chamfering and grooving for thread undercutting in the ideal for use with ineffi cient machines and unstable cutting conditions
material groups of steel, stainless steel, special alloys, hard machining up to 65 Ident. No. 124–144: innovative coating technology for universal use with
HRC with high cutting speeds and medium cutting conditions. extremely demanding service life requirements
Execution: Ident. No. 124–168: very hard cemented carbide type ensures low wear
solid carbide 93° cutting insert with inner cooling Ident. No. 148–168: extremely sharp cutting edges ensure cutting with
process reliability
L
3°
> 4,1mm 45°
D
Ident. No. 100–120 Ident. No. 124–144 Ident. No. 148–168
F
L1 H
R B
p. 624
Machining direction Right Le Right Le Right Le
Carbide type HC5640 HC5640 HC5615 HC5615 HW5615 HW5615
Steel | Steel | Steel | Steel |
Stainless steel Stainless steel Stainless steel Stainless steel Stainless steel Stainless steel
Material to be processed | Non-ferrous | Non-ferrous | Special alloy | Special alloy | Non-ferrous | Non-ferrous
metal | Cast metal | Cast | Hardened | Hardened metal metal
metal metal material material
D L L1 R F B H D min. 17125... 17125... 17125... 17125... 17125... 17125...
(mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) Ident. No. Ident. No. Ident. No. Ident. No. Ident. No. Ident. No.
4 51 18 0.5 1.8 1.5 0.8 4.1 100 ○ 112 ○ 124 ○ 136 ○ 148 ○ 160 ○
5 51 24 0.5 2.3 1.5 1.2 5.1 104 ○ 116 ○ 128 ○ 140 ○ 152 ○ 164 ○
6 58 27 0.5 2.8 1.5 1.4 6.1 108 ○ 120 ○ 132 ○ 144 ○ 156 ○ 168 ○
Prod. Gr. 1FB
Miniature cutting insert type AC
For chamfering, 90°
Application: Advantage:
Ident. No. 100–136, 180–216: For chamfering and longitudinal internal boring in universal geometry for chamfering and longitudinal internal boring
the material groups of steel and (stainless steel) with low to high cutting speeds Ident. No. 100–136:
and medium cutting conditions. tough cemented carbide type for broad application fi eld
Ident. No. 140–176: For chamfering and longitudinal boring in the material ideal for use with ineffi cient machines and unstable cutting conditions
groups of steel, stainless steel, special alloys, hard machining up to 65 HRC with Ident. No. 140–176: innovative coating technology for universal use with
high cutting speeds and medium cutting conditions. extremely demanding service life requirements
Execution: Ident. No. 140–216: very hard cemented carbide type ensures low wear
solid carbide cutting insert, 90° chamfer angle with inner cooling Ident. No. 180–216: extremely sharp cutting edges ensure cutting with
process reliability
L
> 3,1mm
Ident. No. 100–136 Ident. No. 140–176 Ident. No. 180–216
D F
L1 H1 H
90° R0,2
p. 624
Machining direction Right Le Right Le Right Le
Carbide type HC5640 HC5640 HC5615 HC5615 HW5615 HW5615
Steel | Steel | Steel | Steel |
Stainless steel Stainless steel Stainless steel Stainless steel Stainless steel Stainless steel
Material to be processed | Non-ferrous | Non-ferrous | Special alloy | Special alloy | Non-ferrous | Non-ferrous
metal | Cast metal | Cast | Hardened | Hardened metal metal
metal metal material material
D L L1 R F H H1 D min. 17127... 17127... 17127... 17127... 17127... 17127...
(mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm) Ident. No. Ident. No. Ident. No. Ident. No. Ident. No. Ident. No.
3 39 10 0.2 1.3 0.7 0.3 3.1 100 ○ 120 ○ 140 ○ 160 ○ 180 ○ 200 ○
4 51 15 0.2 1.7 0.8 0.4 4.1 104 ○ 124 ○ 144 ○ 164 ○ 184 ○ 204 ○
5 51 15 0.2 2.1 1.2 0.7 5.1 108 ○ 128 ○ 148 ○ 168 ○ 188 ○ 208 ○
6 51 15 0.2 2.8 1.4 0.7 6.1 112 ○ 132 ○ 152 ○ 172 ○ 192 ○ 212 ○
7 62 20 0.2 3.3 1.5 0.8 7.1 116 ○ 136 ○ 156 ○ 176 ○ 196 ○ 216 ○
Prod. Gr. 1FB
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 500
0631_EN_2018_KERN[21847957]-k.indd 633 12/17/2018 3:33:16 PM