
Page 1020 - Master Catalog 2017, Inch
P. 1020
Copy Mills • M270 Series
™
Recommended Starting Feeds
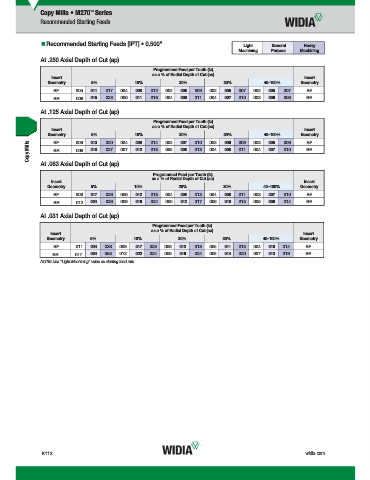
Recommended Starting Feeds [IPT] • 0.500" Light General Heavy
Machining Purpose Machining
At .250 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
Geometry 5% 10% 20% 30% 40–100% Geometry
BF .005 .011 .017 .004 .008 .012 .003 .006 .009 .002 .005 .007 .002 .005 .007 BF
BR .008 .015 .023 .006 .011 .016 .004 .008 .011 .004 .007 .010 .003 .006 .009 BR
At .125 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
5%
Geometry .006 .013 .020 .004 10% .014 .003 20% .010 .003 30% .009 .003 40–100% .008 Geometry
BF
.006
.007
.009
.005
BF
Copy Mills BR .009 .018 .027 .007 .012 .018 .005 .009 .013 .004 .008 .011 .004 .007 .010 BR
At .063 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
Geometry 5% 10% 20% 30% 40–100% Geometry
BF .008 .017 .026 .006 .012 .018 .004 .009 .013 .004 .008 .011 .003 .007 .010 BF
BR .012 .024 .036 .009 .016 .024 .006 .012 .017 .006 .010 .015 .005 .009 .014 BR
At .031 Axial Depth of Cut (ap)
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
Insert Insert
Geometry 5% 10% 20% 30% 40–100% Geometry
BF .011 .024 .038 .008 .017 .025 .006 .012 .018 .005 .011 .015 .004 .010 .014 BF
BR .017 .034 .055 .012 .022 .034 .009 .016 .024 .008 .014 .020 .007 .013 .019 BR
NOTE: Use “Light Machining” value as starting feed rate.
K112 widia.com
C
Mill K112 K113 Mi
i
V
bl MIlli
16 I d
WID M
L WID_Master16_IndexableMIlling_CopyMills_K112_K113_Minch_REBRAND.indd 112 h REBRANDO b 14 201511 53AM 10/29/15 1:44 PM