
Page 1023 - Master Catalog 2017, Inch
P. 1023
Copy Mills • M270 Series
™
Additional Application Advice • M270 Ball Nose
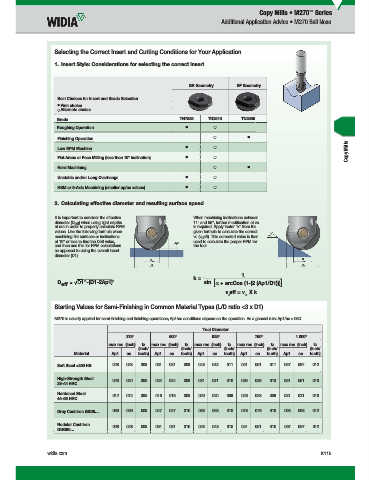
Selecting the Correct Insert and Cutting Conditions for Your Application
1. Insert Style: Considerations for selecting the correct insert
BR Geometry BF Geometry
Best Choices for Insert and Grade Selection
First choice
Alternate choice
Grade TN7535 TN2510 TN2505
Roughing Operation
Finishing Operation
Copy Mills
Low RPM Machine
Flat Areas or Face Milling (less than 10° inclination)
Hard Machining
Unstable and/or Long Overhangs
HSM or 5-Axis Machining (smaller ap/ae values)
2. Calculating effective diameter and resulting surface speed
It is important to consider the effective When machining inclinations between
diameter (D eff ) when using light depths 11° and 55°, further modifi cation of vc
of cut in order to properly calculate RPM is required. Apply factor “k” from the
values. Use the following formula when given formula to calculate the correct
machining fl at surfaces or inclinations vc (v eff). This corrected value is then α
c
of 10° or less to fi nd the Deff value, used to calculate the proper RPM for
Ap1
and then use this for RPM calculations the tool.
as opposed to using the overall insert
diameter (D1).
D eff D eff
D 1 D 1
1
k =
D eff 2 -(D1-2Ap1) 2 sin [α + arcCos (1-(2 (Ap1/D1)))]
v eff = v X k
c c
Starting Values for Semi-Finishing in Common Material Types (L/D ratio <3 x D1)
M270 is usually applied for semi-fi nishing and fi nishing operations; Ap1/ae conditions depend on the operation. As a general rule: Ap1/ae ).05D.
Tool Diameter
.375" .500" .625" .750" 1.000"
max rec. (inch) fz max rec. (inch) fz max rec. (inch) fz max rec. (inch) fz max rec. (inch) fz
(inch/ (inch/ (inch/ (inch/ (inch/
Material Ap1 ae tooth) Ap1 ae tooth) Ap1 ae tooth) Ap1 ae tooth) Ap1 ae tooth)
Soft Steel <250 HB .028 .028 .008 .031 .031 .008 .043 .043 .011 .051 .051 .011 .067 .067 .012
High-Strength Steel .020 .020 .006 .024 .024 .008 .031 .031 .010 .039 .039 .010 .051 .051 .010
33–44 HRC
Hardened Steel .012 .012 .006 .016 .016 .008 .020 .020 .009 .028 .028 .009 .031 .031 .010
44–55 HRC
Gray Cast Iron GG25… .039 .039 .008 .047 .047 .010 .063 .063 .010 .078 .078 .010 .098 .098 .012
Nodular Cast Iron .028 .028 .008 .031 .031 .010 .043 .043 .010 .051 .051 .010 .067 .067 .012
GGG60…
widia.com K115
WID_Master16_IndexableMIlling_CopyMills_K114_K115_Minch_REBRAND.indd 115 L V i WID M 16 I d bl MIlli C Mill K114 K115 Mi h REBRANDO b 1420151153AM
10/29/15 1:44 PM