
Page 32 - май
P. 32
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Таблица 1.
Химический состав алюминиевых сплавов АМг6 и 1561
элемент Cu Mg Mn Zn Fe Si Ti Be Zr
AMg6 0,1 5,8 – 6,8 0,5 – 0,8 0,2 0,4 0,4 0,02 – 0,0002 – -
0,1 0,005
Режимы сварки TIG алюминиевого сплава АМг6 по обычной технологии без флюсо-
вой ленты за два прохода и с применением флюсовой ленты за один проход приведены
в таблицах 2 и 3. Засорённость сварных швов окисными включениями оценивалась по
величине относительной протяжённости окисных включений (Δо.в), которая определялась
отношением суммы окисных включений в сварном шве (Σlо.в) на общую длину шва (lшва):
Δо.в = Σlо.в./lшва.
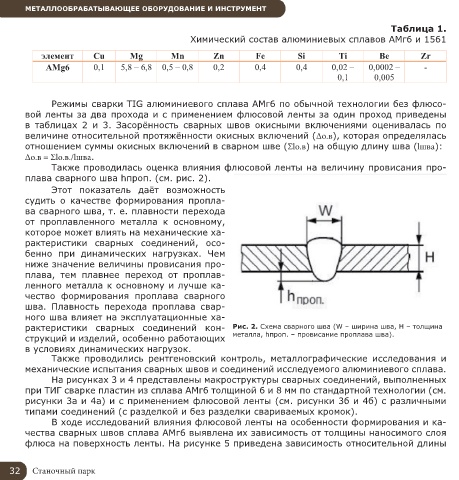
Также проводилась оценка влияния флюсовой ленты на величину провисания про-
плава сварного шва hпроп. (см. рис. 2).
Этот показатель даёт возможность
судить о качестве формирования пропла-
ва сварного шва, т. е. плавности перехода
от проплавленного металла к основному,
которое может влиять на механические ха-
рактеристики сварных соединений, осо-
бенно при динамических нагрузках. Чем
ниже значение величины провисания про-
плава, тем плавнее переход от проплав-
ленного металла к основному и лучше ка-
чество формирования проплава сварного
шва. Плавность перехода проплава свар-
ного шва влияет на эксплуатационные ха-
рактеристики сварных соединений кон- Рис. 2. Схема сварного шва (W – ширина шва, H – толщина
струкций и изделий, особенно работающих металла, hпроп. – провисание проплава шва).
в условиях динамических нагрузок.
Также проводились рентгеновский контроль, металлографические исследования и
механические испытания сварных швов и соединений исследуемого алюминиевого сплава.
На рисунках 3 и 4 представлены макроструктуры сварных соединений, выполненных
при ТИГ сварке пластин из сплава АМг6 толщиной 6 и 8 мм по стандартной технологии (см.
рисунки 3а и 4а) и с применением флюсовой ленты (см. рисунки 3б и 4б) с различными
типами соединений (с разделкой и без разделки свариваемых кромок).
В ходе исследований влияния флюсовой ленты на особенности формирования и ка-
чества сварных швов сплава АМг6 выявлена их зависимость от толщины наносимого слоя
флюса на поверхность ленты. На рисункe 5 приведена зависимость относительной длины
32 Станочный парк