
Page 38 - Июнь
P. 38
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Траектории таких аттракторов называют устойчивыми по Пуассону, поскольку они
не выходят за пределы ограниченной области. Если границы этой области удовлетворяют
требованиям к чистоте поверхности и качеству поверхностного слоя, то процесс резания
можно считать технически устойчивым. Колебания, соответствующие такому аттрактору,
являются автоколебаниями, но их амплитуда может удовлетворятьтребованиям техниче-
ской устойчивости.
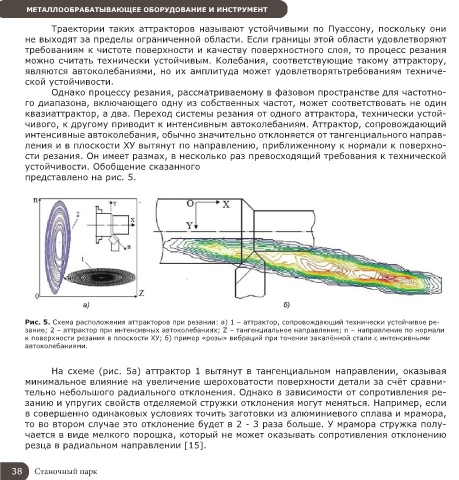
Однако процессу резания, рассматриваемому в фазовом пространстве для частотно-
го диапазона, включающего одну из собственных частот, может соответствовать не один
квазиаттрактор, а два. Переход системы резания от одного аттрактора, технически устой-
чивого, к другому приводит к интенсивным автоколебаниям. Аттрактор, сопровождающий
интенсивные автоколебания, обычно значительно отклоняется от тангенциального направ-
ления и в плоскости ХУ вытянут по направлению, приближенному к нормали к поверхно-
сти резания. Он имеет размах, в несколько раз превосходящий требования к технической
устойчивости. Обобщение сказанного
представлено на рис. 5.
Рис. 5. Схема расположения аттракторов при резании: а) 1 – аттрактор, сопровождающий технически устойчивое ре-
зание; 2 – аттрактор при интенсивных автоколебаниях; Z – тангенциальное направление; n – направление по нормали
к поверхности резания в плоскости ХУ; б) пример «розы» вибраций при точении закалённой стали с интенсивными
автоколебаниями.
На схеме (рис. 5а) аттрактор 1 вытянут в тангенциальном направлении, оказывая
минимальное влияние на увеличение шероховатости поверхности детали за счёт сравни-
тельно небольшого радиального отклонения. Однако в зависимости от сопротивления ре-
занию и упругих свойств отделяемой стружки отклонения могут меняться. Например, если
в совершенно одинаковых условиях точить заготовки из алюминиевого сплава и мрамора,
то во втором случае это отклонение будет в 2 - 3 раза больше. У мрамора стружка полу-
чается в виде мелкого порошка, который не может оказывать сопротивления отклонению
резца в радиальном направлении [15].
38 Станочный парк