
Page 10 - TNT_placeholder
P. 10
Electropolishing of Gold Jewellery
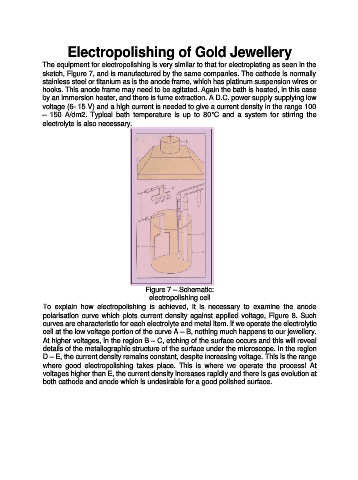
The equipment for electropolishing is very similar to that for electroplating as seen in the
sketch, Figure 7, and is manufactured by the same companies. The cathode is normally
stainless steel or titanium as is the anode frame, which has platinum suspension wires or
hooks. This anode frame may need to be agitated. Again the bath is heated, in this case
by an immersion heater, and there is fume extraction. A D.C. power supply supplying low
voltage (6- 15 V) and a high current is needed to give a current density in the range 100
– 150 A/dm2. Typical bath temperature is up to 80°C and a system for stirring the
electrolyte is also necessary.
Figure 7 – Schematic:
electropolishing cell
To explain how electropolishing is achieved, it is necessary to examine the anode
polarisation curve which plots current density against applied voltage, Figure 8. Such
curves are characteristic for each electrolyte and metal item. If we operate the electrolytic
cell at the low voltage portion of the curve A – B, nothing much happens to our jewellery.
At higher voltages, in the region B – C, etching of the surface occurs and this will reveal
details of the metallographic structure of the surface under the microscope. In the region
D – E, the current density remains constant, despite increasing voltage. This is the range
where good electropolishing takes place. This is where we operate the process! At
voltages higher than E, the current density increases rapidly and there is gas evolution at
both cathode and anode which is undesirable for a good polished surface.