
Page 7 - TNT_placeholder
P. 7
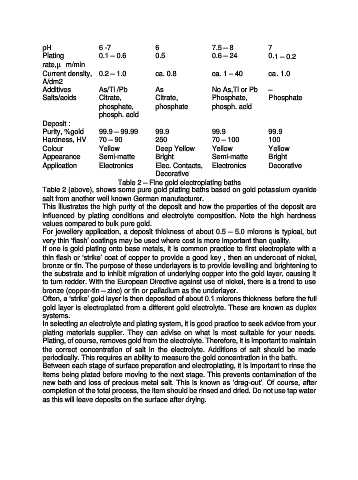
pH 6 -7 6 7.5 – 8 7
Plating 0.1 – 0.6 0.5 0.6 – 24 0.1 – 0.2
rate,µ m/min
Current density, 0.2 – 1.0 ca. 0.8 ca. 1 – 40 ca. 1.0
A/dm2
Additives As/Ti /Pb As No As,Ti or Pb –
Salts/acids Citrate, Citrate, Phosphate, Phosphate
phosphate, phosphate phosph. acid
phosph. acid
Deposit :
Purity, %gold 99.9 – 99.99 99.9 99.9 99.9
Hardness, HV 70 – 90 250 70 – 100 100
Colour Yellow Deep Yellow Yellow Yellow
Appearance Semi-matte Bright Semi-matte Bright
Application Electronics Elec. Contacts, Electronics Decorative
Decorative
Table 2 – Fine gold electroplating baths
Table 2 (above), shows some pure gold plating baths based on gold potassium cyanide
salt from another well known German manufacturer.
This illustrates the high purity of the deposit and how the properties of the deposit are
influenced by plating conditions and electrolyte composition. Note the high hardness
values compared to bulk pure gold.
For jewellery application, a deposit thickness of about 0.5 – 5.0 microns is typical, but
very thin ‘flash’ coatings may be used where cost is more important than quality.
If one is gold plating onto base metals, it is common practice to first electroplate with a
thin flash or ‘strike’ coat of copper to provide a good key , then an undercoat of nickel,
bronze or tin. The purpose of these underlayers is to provide levelling and brightening to
the substrate and to inhibit migration of underlying copper into the gold layer, causing it
to turn redder. With the European Directive against use of nickel, there is a trend to use
bronze (copper-tin – zinc) or tin or palladium as the underlayer.
Often, a ‘strike’ gold layer is then deposited of about 0.1 microns thickness before the full
gold layer is electroplated from a different gold electrolyte. These are known as duplex
systems.
In selecting an electrolyte and plating system, it is good practice to seek advice from your
plating materials supplier. They can advise on what is most suitable for your needs.
Plating, of course, removes gold from the electrolyte. Therefore, it is important to maintain
the correct concentration of salt in the electrolyte. Additions of salt should be made
periodically. This requires an ability to measure the gold concentration in the bath.
Between each stage of surface preparation and electroplating, it is important to rinse the
items being plated before moving to the next stage. This prevents contamination of the
new bath and loss of precious metal salt. This is known as ‘drag-out’. Of course, after
completion of the total process, the item should be rinsed and dried. Do not use tap water
as this will leave deposits on the surface after drying.