
Page 27 - SSAB Welding Handbook Edition 2
P. 27
©2009-2019 by SSAB Group of companies (SSAB). All rights reserved. Only digital PDF file. No distribution. No printing allowed!
No part of this handbook may be reproduced in any form or by any means without permission in writing from SSAB.
Welding handbook 4.0 Hydrogen cracks
4.9 Post-weld heat treatment An even higher resistance to hydrogen cracks can
easily be attained if the joint is allowed to cool
©SSAB
A post-weld heat treatment of the joint can be slowly after welding. A longer cooling time facilitates
performed in order to increase the resistance to further hydrogen diffusion from the joint. This can be
hydrogen cracks further. However, it is not required, achieved by, for example, placing a fireproof thermal
and the recommendations from SSAB regarding isolation blanket over the joint after the completion
preheat temperatures are based on cooling the joint of the welding performance.
in air without any type of post-weld heat treatment.
If this operation must be carried out, contact SSAB
for information regarding the particular situation. 4.11 Tensile stresses in the HAZ and
the weld metal
4.10 Practical recommendations The tensile residual stresses brought about by
for removal of hydrogen from of welding are usually high, making them an important
the joint factor in minimizing the risk of hydrogen cracks in
the joint. These stresses arise from the thermal heat
It can be advantageous to make the weld passes treatment during welding.
directly one after the other when welding multi-pass
joints that require preheating. This allows higher In order to get a schematic picture of the residual
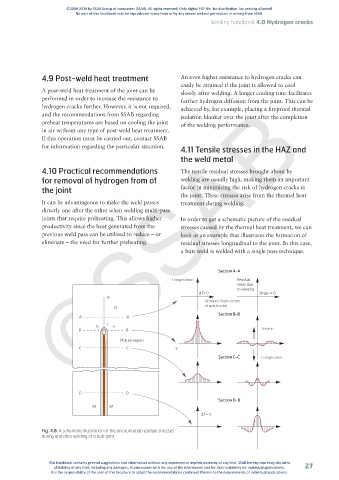
productivity since the heat generated from the stresses caused by the thermal heat treatment, we can
previous weld pass can be utilized to reduce – or look at an example that illustrates the formation of
eliminate – the need for further preheating. residual stresses longitudinal to the joint. In this case,
a butt weld is welded with a single pass technique.
Section A-A
Temperature
Temperature (T) Residual
stress due
to welding
∆T≈ 0 Stress ≈ 0
X
Distance from center
D of weld metal
Section B-B
A A
0 1 v
B B Tension
Molten region
C C Y
Section C-C Compression
D D
Section D-D
M M
∆T≈ 0
Fig. 4.8: A schematic illustration of the encountered residual stresses
during and after welding of a butt joint.
This handbook contains general suggestions and information without any expressed or implied warranty of any kind. SSAB hereby expressly disclaims
all liability of any kind, including any damages, in connection with the use of the information and for their suitability for individual applications. 27
It is the responsibility of the user of this brochure to adapt the recommendations contained therein to the requirements of individual applications.