
Page 24 - SSAB Welding Handbook Edition 2
P. 24
©2009-2019 by SSAB Group of companies (SSAB). All rights reserved. Only digital PDF file. No distribution. No printing allowed!
No part of this handbook may be reproduced in any form or by any means without permission in writing from SSAB.
4.0 Hydrogen cracks Welding handbook
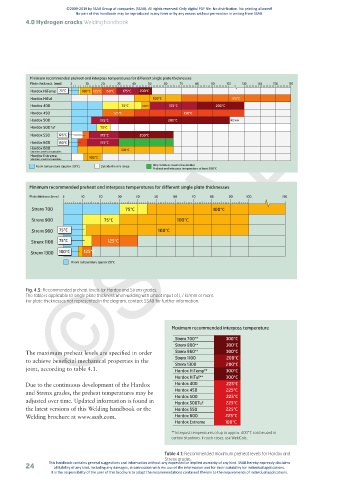
Minimum recommended preheat and interpass temperatures for different single plate thicknesses
Minimum recommended preheat and interpass temperatures for different single plate thicknesses
Plate thickness [mm]
150°C
75°C
Hardox HiTemp 75°C 100°C 125°C 150°C 175°C 200°C
Hardox HiTemp
175°C
200°C
100°C 125°C
Hardox HiTuf 100°C 125°C 125°C
100°C
Hardox HiTuf
Hardox 400
Hardox 400 75°C 100°C 7 17 1 ° 5° 5 C C 2 2 0 0 0 0 ° ° C C
75°C
100°C
Hardox 450
125°C
Hardox 450 125°C 150°C
150°C
Hardox 500
Hardox 500 175°C 200°C 200°C 103 mm
175°C
Hardox 500Tuf
Hardox 550 125°C 75°C 200°C
175°C
Hardox 600 125°C 175°C 200°C
Hardox 550
175°C
150°C
Hardox 600 150°C 175°C 100°C
Hardox 600
Stainless steel consumables
Hardox 600
Hardox Extreme 100°C
100°C
Stainless steel consumables
Stainless steel consumables
Hardox Extreme 100°C
Room temperature (approx. 20°C)
Stainless steel consumables Outside the size range Only stainless steel consumables
Preheat and interpass temperature at least 100°C
Room temperature (approx. 20°C) Outside the size range Only stainless steel consumables
Preheat and interpass temperature at least 100°C
Minimum recommended preheat and interpass temperatures for different single plate thicknesses
Plate thickness [mm] 3 10 20 30 40 50 60 70 80 90 100 160
Strenx 700 75°C 100°C
Strenx 900 75°C 100°C
100°C
Strenx 960 75°C ©SSAB
Strenx 1100 75°C 125°C
Strenx 1300 100°C 125°C
Room temperature approx 20°C
Fig. 4.5: Recommended preheat levels for Hardox and Strenx grades.
The table is applicable to single plate thickness when welding with a heat input of 1,7 kJ/mm or more.
For plate thicknesses not represented in the diagram, contact SSAB for further information.
Maximum recommended interpass temperature
Strenx 700 300°C
**
**
Strenx 900 300°C
**
The maximum preheat levels are specified in order Strenx 960 300°C
Strenx 1100 200°C
to achieve beneficial mechanical properties in the
Strenx 1300 200°C
joint, according to table 4.1. Hardox HiTemp 300°C
**
**
Hardox HiTuf 300°C
Due to the continuous development of the Hardox Hardox 400 225°C
and Strenx grades, the preheat temperatures may be Hardox 450 225°C
Hardox 500
225°C
adjusted over time. Updated information is found in Hardox 500Tuf 225°C
the latest versions of this Welding handbook or the Hardox 550 225°C
Welding brochure at www.ssab.com. Hardox 600 225°C
Hardox Extreme 100°C
** Interpass temperatures of up to approx. 400°C can be used in
certain situations. In such cases, use WeldCalc.
Table 4.1: Recommended maximum preheat levels for Hardox and
Strenx grades.
24 This handbook contains general suggestions and information without any expressed or implied warranty of any kind. SSAB hereby expressly disclaims
all liability of any kind, including any damages, in connection with the use of the information and for their suitability for individual applications.
It is the responsibility of the user of this brochure to adapt the recommendations contained therein to the requirements of individual applications.