
Page 50 - SSAB Welding Handbook Edition 2
P. 50
©2009-2019 by SSAB Group of companies (SSAB). All rights reserved. Only digital PDF file. No distribution. No printing allowed!
No part of this handbook may be reproduced in any form or by any means without permission in writing from SSAB.
8.0 Fatique in welded joints Welding handbook
8.4 Weld quality
©SSAB
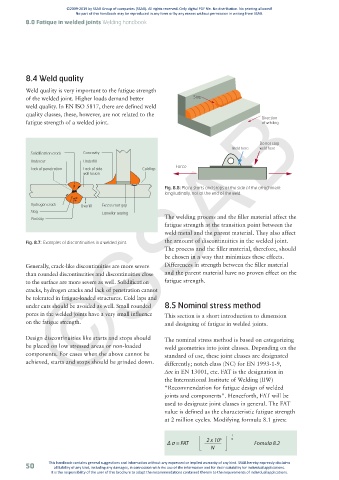
Weld quality is very important to the fatigue strength
of the welded joint. Higher loads demand better Stop
weld quality. In EN ISO 5817, there are defined weld
quality classes, these, however, are not related to the
Direction
fatigue strength of a welded joint. of welding
Do not stop
Weld here weld here
Solidification crack Concavity
Undercut Underfill
Force
Lack of penetration Lack of side Cold lap
wall fusion
Fig. 8.8: Place starts and stops at the side of the attachment
longitudinally, not at the end of the weld.
Hydrogen crack Overfill Excess root gap
Slag Lamellar tearing
Porosity The welding process and the filler material affect the
fatigue strength at the transition point between the
weld metal and the parent material. They also affect
Fig. 8.7: Examples of discontinuities in a welded joint. the amount of discontinuities in the welded joint.
The process and the filler material, therefore, should
be chosen in a way that minimizes these effects.
Generally, crack-like discontinuities are more severe Differences in strength between the filler material
than rounded discontinuities and discontinuities close and the parent material have no proven effect on the
to the surface are more severe as well. Solidification fatigue strength.
cracks, hydrogen cracks and lack of penetration cannot
be tolerated in fatigue-loaded structures. Cold laps and
under cuts should be avoided as well. Small rounded 8.5 Nominal stress method
pores in the welded joints have a very small influence This section is a short introduction to dimension
on the fatigue strength. and designing of fatigue in welded joints.
Design discontinuities like starts and stops should The nominal stress method is based on categorizing
be placed on low stressed areas or non-loaded weld geometries into joint classes. Depending on the
components. For cases when the above cannot be standard of use, these joint classes are designated
achieved, starts and stops should be grinded down. differently; notch class (NC) for EN 1993-1-9,
Δσc in EN 13001, etc. FAT is the designation in
the International Institute of Welding (IIW)
“Recommendation for fatigue design of welded
joints and components”. Henceforth, FAT will be
used to designate joint classes in general. The FAT
value is defined as the characteristic fatigue strength
at 2 million cycles. Modifying formula 8.1 gives:
1
2 x 10 6 m
∆ σ = FAT Fomula 8.2
N
50 This handbook contains general suggestions and information without any expressed or implied warranty of any kind. SSAB hereby expressly disclaims
all liability of any kind, including any damages, in connection with the use of the information and for their suitability for individual applications.
It is the responsibility of the user of this brochure to adapt the recommendations contained therein to the requirements of individual applications.