
Page 111 - metallurgy
P. 111
نمودار فلزات خال جهت انجماد به شکل زیر رسم می گردد .لازم به ذکر است نقطه ی ذوب و
انجماد فلزات خال یکسان است و این دما یک دمای مشخ می باشد .
در فلزات خال در یک دمای ثابت انجماد صورت می گتد ولی این انجماد ،به زمان نیاز دارد .
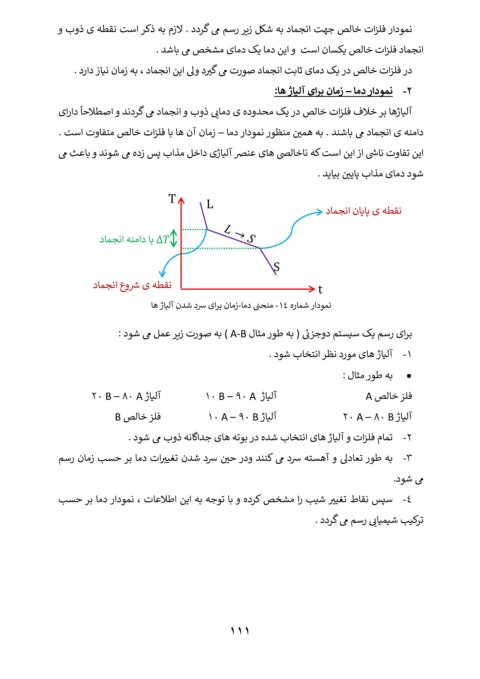
-2نمودار دما – زمان برای آلیاژ ها:
آلیاژها بر خلاف فلزات خال در یک محدوده ی دمای ذوب و انجماد می گردند و اصطلاح ًا دارای
دامنه ی انجماد می باشند .به هم یی منظور نمودار دما – زمان آن ها با فلزات خال متفاوت است .
این تفاوت نا رسی از این است که ناخالض های عنصر آلیاژی داخل مذاب پس زده می شوند و باعث می
شود دمای مذاب پای یی بیاید .
TL نقطه ی پایان انجماد
∆ یا دامنه انجماد
S
نقطه ی رشوع انجماد t
نمودار شماره -14منح ین دما-زمان برای شد شدن آلیاژ ها
برای رسم یک سیستم دوجز یی ( به طور مثال ) A-Bبه صورت زیر عمل می شود :
-1آلیاژ های مورد نظر انتخاب شود .
به طور مثال :
آلیاژ 20 B – 80 A آلیاژ 10 B – 90 A فلز خال A
فلز خال B آلیاژ 10 A – 90 B آلیاژ 20 A – 80 B
-2تمام فلزات و آلیاژ های انتخاب شده در بوته های جداگانه ذوب می شود .
-3به طور تعادلی و آهسته شد می کنند ودر ح یی شد شدن تغیتات دما بر حسب زمان رسم
می شود.
-4سپس نقاط تغیت شیب را مشخ کرده و با توجه به این اطلاعات ،نمودار دما بر حسب
ترکیب شیمیای رسم می گردد .
111