
Page 23 - PETIT SHAPEUR AMATEUR
P. 23
3- Sous vide ou pas ?
Il n’est pas nécessaire de placer systématiquement les stratifiés sous vide à chaque étape, en particulier pour une
planche qui adopte une structure monolithique (Sans structure sandwich). Cependant, celle-ci présente certains
avantages :
Excellent plaquage/compactage des stratifiés et meilleure cohésion stratifié/sandwich en particulier.
Absence de bulles d’air dans le stratifié
Absorption d’une petite quantité de résine au travers d’un film perforé dans feutre de drain.
Pour des supports poreux tels le PVC, la stratification en contact nécessite une saturation du support
avec une résine chargée silice (1/3), microballon (2/3), et consomme par conséquent davantage de ré-
sine pour que le collage soit bon. Les stratifiés sont placés sous vide, sous une pression comprise entre
– 0,2 bars et – 0,4 bars (ou une dépression comprise entre 0,2 bars et 0,4 bars).
Les étapes de stratification sont fondamentales, dans la mesure où elles ont une influence directe sur
le poids et la solidité de la planche, voire ses capacités à se déformer (ce que l’on nomme le flex) pour
une planche en monolithique (appréciée en surf surtout).
Les protections telles que masque et gants sont indispensables.
On prépare de petites quantités de résine : en « masse », une réaction exothermique se produit, et la résine
préparée peut se solidifier en quelques seconde. Le « pot life » indiqué sur les fiches techniques correspond au
temps de travail disponible lorsque la résine est préparée en masse dans un pot, avant qu’elle ne gélifie (à 25°C en
général).
Avec les résines époxy, le temps de travail avant « gel » varie selon la nature du produit, mais reste acceptable
(jusqu’à 1h30). Avec les résines polyester, il est très court (quelques minutes).
Le dosage résine/durcisseur doit être précis (balance électronique) : Problèmes d’aspect, de qualités méca-
nique, voire de polymérisation de la résine s’il n’est pas respecté.
La résine est étalée au squeegee par d’amples mouvements, et les tissus sont entaillés sur les zones aux formes
complexes (extrémités par exemple), puis rabattus au pinceau. Toute bulle d’air doit être chassée.
Le stratifié de carène remonte entre 5 cm (extrémités) et 10 cm (partie centrale) sur le pont au-delà du rail
(freelap de carène).
Le stratifié de pont est rabattu d’environ 3 à 5 cm sur la carène au-delà du rail (freelap de pont).
Les tissus ne sont découpés qu’une fois impré-
gnés de résine afin de limiter l’effilochage.
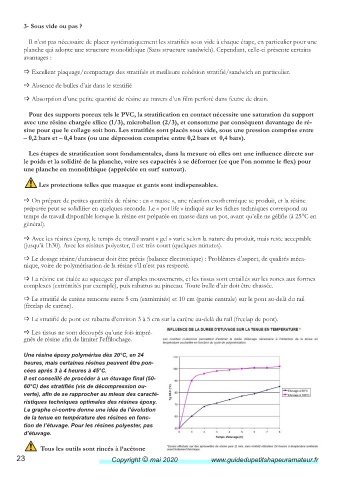
Une résine époxy polymérise dès 20°C, en 24
heures, mais certaines résines peuvent être pon-
cées après 3 à 4 heures à 45°C.
Il est conseillé de procéder à un étuvage final (50-
60°C) des stratifiés (vis de décompression ou-
verte), afin de se rapprocher au mieux des caracté-
ristiques techniques optimales des résines époxy.
Le graphe ci-contre donne une idée de l’évolution
de la tenue en température des résines en fonc-
tion de l’étuvage. Pour les résines polyester, pas
d’étuvage.
Tous les outils sont rincés à l’acétone
22 23 Copyright © mai 2020 www.guidedupetitshapeuramateur.fr