
Page 8 - 【理念篇】
P. 8
Toyota Production System 方法篇
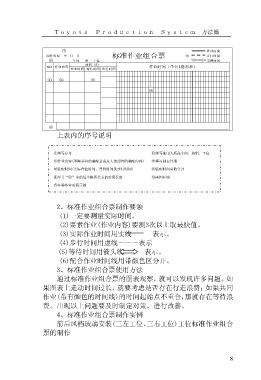
⑦ 作业时间
制作时间 年 月 日 标准作业组合票 ⑤ 步行时间
⑥ 车间 班 工位 等待时间
NO. 作业内容 时间(S) 作业时间(单位1格④秒)
作业时间 等待时间 步行时间
① ② ③
⑨
⑧
上表内的序号说明
①填写序号 ⑥填写使用人所在车间、班组、工位
②作业内容(手顺书内的装配总成及大的部件的装配内容) ⑦填写制表日期
③装配时间(实际作业时间、等待时间及步行时间) ⑧装配时间总的合计
④序号“⑨”中的每小格所代表的时间长度 ⑨画图区域
⑤各种作业时间示例
2、标准作业组合票制作要领
(1)一定要测量实际时间。
(2)要素作业(作业内容)要测3次以上取最快值。
(3)实际作业时间用实线 表示。
(4)步行时间用虚线―――表示
(5)等待时间用箭头线 表示。
(6)配合作业时间线用带颜色区分开。
3、标准作业组合票使用方法
通过标准作业组合票的图表观察,就可以发现许多问题。如
果图表上走动时间过长,就要考虑是否存在行走浪费;如果共同
作业(带有颜色的时间线)的时间起始点不重合,那就存在等待浪
费。出现以上问题要及时制定对策,进行改善。
4、标准作业组合票制作实例
前后风档玻璃安装(三左工位、三右工位)工位标准作业组合
票的制作
8