
Page 12 - 【理念篇】
P. 12
Toyota Production System 方法篇
※注意:
·调节作业时,工位设备位置必须考虑进去,不然会造成
浪费。
·工序变更时,工作量改善实施后要修改工序管理板、手
顺书、要领书的作时间。
4、工序移动注意事项(有以下情况的工序尽量不移动)
(1)有固定设备的工序。
(2)有装配顺序的工序。
(3)有两人配合作业的工序。
(4)难度较大的工序。
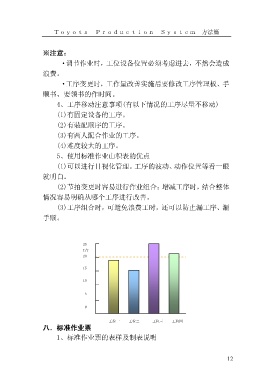
5、使用标准作业山积表的优点
(1)可以进行目视化管理。工序的波动、动作位置等看一眼
就明白。
(2)节拍变更时容易进行作业组合;增减工序时,结合整体
情况容易明确从哪个工序进行改善。
(3)工序组合时,可避免浪费工时,还可以防止漏工序、漏
手顺。
25
T/T
20
15
10
5
0
工位一 工位二 工位三 工位四
八.标准作业票
1、标准作业票的表样及制表说明
12