
Page 15 - 【理念篇】
P. 15
Toyota Production System 方法篇
(2)问题解决方法
通过调解三左工位的装配顺序(改变手顺),将盖板安装挪
到安装雨刷后装配,即消除了走动浪费。
6、制作标准作业票的注意事项
(1)改变作业顺序必需通过上级主管审核批准,方可实施
改善
(2)改善实施后(如果以上步骤没有问题的话)确定手顺。
(3)确定操作动作。
(4)确定零件架摆放位置。
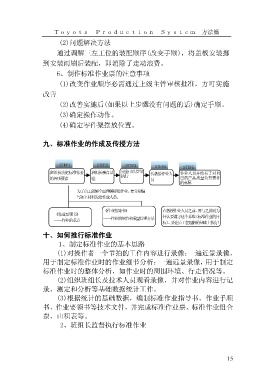
九、标准作业的作成及传授方法
STEP1 STEP2 STEP3 STEP4 STEP5
班组长决定标准作业 班组长亲自试 完全可以贯彻 传教给作业人 作业人员开始有了对自
1
1
1
执行
1
的各项要素 验 员 1 己的产品质量负有责任
班 作业的各项要素 班 作业的各项要素 班 作业的各项要素 班 组 长决 定 标准 的意愿 定 标准
组
组
长决
标准
定
长决
定
标准
标准
长决
组
定
班
组
长决
为了员工能够全面理解标准作业,要分别编 作业的各项要素 作业的各项要素
写如下材料发给作业人员。
《作业指导书》 在教授作业人员之前。要与之说明为
《作业要领书》 ——作业的细节和质量管理办法 什么要遵守这个基准(标准作业的目
——作业的重点 标)。要让员工在理解的基础上执行!
十、如何推行标准作业
1、制定标准作业的基本思路
(1)对操作者一个节拍的工作内容进行录像:一遍近景录像,
用于制定标准作业时的作业细节分析:一遍远景录像,用于制定
标准作业时的整体分析,如作业时的周围环境、行走情况等。
(2)组织班组长及技术人员观看录像,并对作业内容进行记
录,测定和分析等基础数据统计工作。
(3)根据统计的基础数据,编制标准作业指导书、作业手顺
书、作业要领书等技术文件,并完成标准作业票、标准作业组合
票、山积表等。
2、班组长监督执行标准作业
15