
Page 9 - 【理念篇】
P. 9
Toyota Production System 方法篇
制作时间:2005年 月 日 标准作业票
车间 班 工位
时间
NO 作业内容 作业时间(单位1格 4秒)
作业时间 等待时间 步行时间
1 安装冷凝器 60秒 问题点:共同作业配合
5秒 不好,出现等候。
2 安装前风挡 70秒 NG
3 安装雨刷 120秒
5秒
4 辅助安装后风挡 20秒 10秒
5 粘贴标签 45秒
5秒
6 安装盖板 20秒
合计 335秒 15秒 15秒
制作时间:2005年 月 日 标准作业票
车间 班 工位
时间
NO 作业内容 作业时间 等待时间 步行时间 作业时间(单位1格 4秒)
1 安装地板锁 55秒
10秒
2 辅助前风挡 30秒 5秒
3 安装雨刷后护板 180秒
4 安装后风挡 40秒 共同作业,时间吻合,
配合良好。
5 安装后雨刷 40秒 OK
合计 345秒 15秒
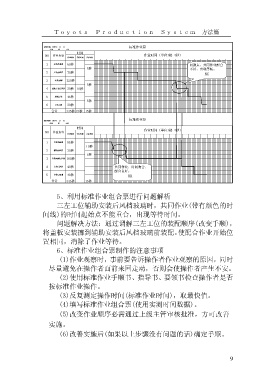
5、利用标准作业组合票进行问题解析
三左工位辅助安装后风档玻璃时,共同作业(带有颜色的时
间线)的时间起始点不能重合,出现等待时间。
问题解决方法:通过调解三左工位的装配顺序(改变手顺),
将盖板安装挪到辅助安装后风档玻璃前装配。使配合作业开始位
置相同,消除了作业等待。
6、标准作业组合票制作的注意事项
(1)作业观察时,事前要告诉操作者作业观察的原因,同时
尽量避免在操作者面前来回走动,否则会使操作者产生不安。
(2)使用标准作业手顺书、指导书、要领书检查操作者是否
按标准作业操作。
(3)反复测定操作时间(标准作业时间),取最快值。
(4)填写标准作业组合票(使用实测时间数据)。
(5)改变作业顺序必需通过上级主管审核批准,方可改善
实施。
(6)改善实施后(如果以上步骤没有问题的话)确定手顺。
9