
Page 13 - Stanochny park
P. 13
INNOVATIVE TECHNOLOGY
Increasing the
WWX400 - INDEXABLE MILLING CUTTERS
Mitsubishi Materials has added a versatile indexable productivity of drilling
insert milling cutter to its extensive range of high of the helicopter
performance tools. The new WWX400 is a series of
true 90º corner milling cutters for face, shoulder and
copying applications. Featuring economical double- propellers made from
sided trigon inserts with 6 cutting edges, WWX400 has
been designed to meet all the needs of the modern high-strength laminated
metal cutting industry. polymer composites
Precision and reliability
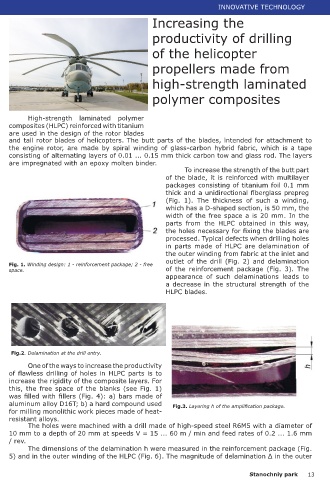
The innovative and accurate geometry of the insert High-strength laminated polymer
pocket, together with precise locating of the inserts composites (HLPC) reinforced with titanium
on the tool body, ensures that a true 90º wall can
be machined on components. In most cases, this are used in the design of the rotor blades
and tail rotor blades of helicopters. The butt parts of the blades, intended for attachment to
eliminates the need for secondary finishing operations,
thereby saving valuable production time and costs. the engine rotor, are made by spiral winding of glass-carbon hybrid fabric, which is a tape
WWX400 cutters can perform at high feed rates to consisting of alternating layers of 0.01 ... 0.15 mm thick carbon tow and glass rod. The layers
ensure usability and efficiency across a wide choice Furthermore, a high maximum depth of cut of up to are impregnated with an epoxy molten binder.
of applications. The body features four contact faces 8.2mm enables efficient shoulder milling capabilities. To increase the strength of the butt part
inside the insert pocket, plus the use of a large screw, In order to meet component surface finish expectations, of the blade, it is reinforced with multilayer
that provides high insert clamping strength and stability the bottom of all inserts feature a large radius geometry packages consisting of titanium foil 0.1 mm
without compromising accuracy. This means it can be that acts like a traditional wiper. thick and a unidirectional fiberglass prepreg
used for semi-roughing as well finishing operations. (Fig. 1). The thickness of such a winding,
To further enhance usability and dependability, each Three different chipbreakers are available, the L, M which has a D-shaped section, is 50 mm, the
body has internal through coolant channels that exit and R breakers for light, medium and rough machining width of the free space a is 20 mm. In the
to supply high pressure cutting fluid directly at each respectively. These can be matched with an extensive parts from the HLPC obtained in this way,
insert. selection of 8 different coated and uncoated carbide the holes necessary for fixing the blades are
grades, providing choices that ensure the ideal processed. Typical defects when drilling holes
Innovative and economical inserts combination can be chosen to effectively machine a in parts made of HLPC are delamination of
The unique carbide inserts feature 6 usable cutting wide range of materials. the outer winding from fabric at the inlet and
edges that offer lower costs and excellent process outlet of the drill (Fig. 2) and delamination
reliability thanks to a negative seating geometry but Sizes Fig. 1. Winding design: 1 - reinforcement package; 2 - free of the reinforcement package (Fig. 3). The
space.
provide a positive sharp cutting action. This generates The WWX400 arbor type face mill cutters are available appearance of such delaminations leads to
low cutting forces and together with an increase in from Ø50 - Ø250 in coarse, fine and extra fine pitch a decrease in the structural strength of the
insert thickness compared to conventional types, also geometries. Shank types from Ø50 - Ø80 can also be HLPC blades.
provides excellent resistance to breakage. specially ordered.
Fig.2. Delamination at the drill entry.
One of the ways to increase the productivity
of flawless drilling of holes in HLPC parts is to
increase the rigidity of the composite layers. For
this, the free space of the blanks (see Fig. 1)
was filled with fillers (Fig. 4): a) bars made of
90° WALL MACHINING aluminum alloy D16T; b) a hard compound used
UP TO 8.2 MM MULTIPLE INSERT for milling monolithic work pieces made of heat- Fig.3. Layering h of the amplification package.
DEPTH OF CUT CLAMPING FACES resistant alloys.
FOR ACCURACY AND
RELIABILITY The holes were machined with a drill made of high-speed steel R6M5 with a diameter of
LOW CUTTING FORCES 10 mm to a depth of 20 mm at speeds V = 15 ... 60 m / min and feed rates of 0.2 ... 1.6 mm
/ rev.
The dimensions of the delamination h were measured in the reinforcement package (Fig.
5) and in the outer winding of the HLPC (Fig. 6). The magnitude of delamination Δ in the outer
mmc-hardmetal.com
Stanochniy park 13