
Page 230 - Full paper สอฉ.3-62
P. 230
6. วิธีการดำเนินงาน 7 ผลการศึกษา
จากการศึกษางานวิจัยที่มีความเกี่ยวข้องและทำการทดลอง 7.1 ผลการทดลองปรับค่ากระแส (Current)
เบื้องต้นแล้วพบว่ากระบวนการกัดเซาะด้วยไฟฟ้าเป็นกระบวนการที่ การทดลองปรับค่ากระแสเป็นการทดสอบพารามิเตอร์ที่มี
เกิดจากการควบคุมให้เกิดปฏิกิริยาความร้อนซึ่งมีค่าพารามิเตอร์ ผลโดยตรงต่อต้นกำเนิดพลังงานความร้อนของกระบวนการกัดเซาะ
จำนวนมาก แต่พารามิเตอร์หลักที่มีผลต่อประสิทธิภาพการขึ้นรูป ด้วยไฟฟ้าโดยมีขั้วอิเล็กโตรดเป็นบวก เพื่อศึกษาและเปรียบเทียบ
ได้แก่พารามิเตอร์ของ เวลาเปิด (On-time), เวลาปิด (Off-time), ประสิทธิภาพการทำงานตลอดจนผลกระทบของกระบวนการกัดเซาะ
กระแสไฟฟ้า(Current),ชนิดวัสดุอิเล็กโตรด(Electrode Materials), ด้วยไฟฟ้าที่มีผลต่อคุณภาพผิวงานจากวัสดุอิเล็กโตรดกราไฟท์ เกรด
และขั้ว ประจุไฟฟ้า (Polarity) เนื่องจากพารามิเตอร์ดังกล่าวเป็นตัว TTK-5 เกรด ISEM-8 และเกรด ISO-63 โดยปรับพารามิเตอร์กระแส
แปรพื้นฐานที่ส่งผลกระทบต่อสภาวะการทำงานในกระบวนการกัด 3 ระดับคือ 3, 9, 12 แอมแปร์ ซึ่งสามารถสรุปผลของประสิทธิภาพ
เซาะด้วยไฟฟ้า โดยจะทำการศึกษาประสิทธิภาพการทำงานในรูป การแปรรูปจากค่า อัตราการขจัดเนื้องาน (MRR) อัตราการสึกหรอ
ของอัตราขจัดเนื้องานอัตราการสึกหรอของอิเล็กโตรด และศึกษา ของอิเล็กโตรด (EWR) และผลกระทบที่มีต่อคุณภาพผิวงานอยู่ในรูป
คุณภาพผิวงานในรูปของค่าผิวเฉลี่ย โดยใช้ชิ้นงานทดสอบเป็นวัสดุ ของความหยาบผิวเฉลี่ย (Ra) ดังตารางที่ 4.1, ตารางที่ 4.2, ตารางที่
เหล็กเครื่องมืองานร้อน Hot work tool steel (SKD61) ซึ่งนิยมใช้ 4.3 และตารางที่ 4.4
สำหรับผลิตแม่พิมพ์ฉีดโลหะวัสดุอิเล็กโตรดที่ใช้เป็นวัสดุ กราไฟท์ 7.2 วิเคราะห์ผลการทดลอง
เกรด TTK-5, กราไฟท์เกรด ISEM-8 และกราไฟท์เกรด ISO-63 การ งานวิจัยนี้เป็นการศึกษาเปรียบเทียบประสิทธิภาพ
วางแผนและกำหนดขั้นตอนการดำเนินการจะเป็นไปตามความยาก อิเล็กโตรดกราไฟท์ เกรด TTK-5 เกรด ISEM-8 และเกรด ISO-63
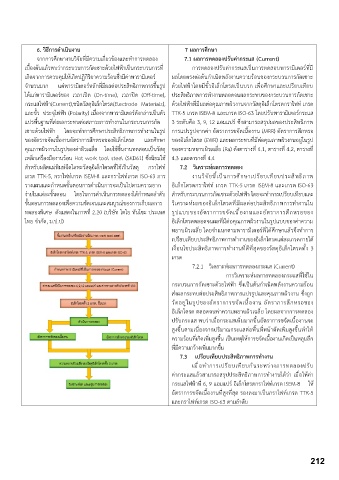
ง่ายในแต่ละขั้นตอน โดยในการดำเนินการทดลองได้กำหนดลำดับ สำหรับกระบวนการกัดเซาะด้วยไฟฟ้า โดยจะทำการเปรียบเทียบและ
ขั้นตอนการทดลองเพื่อความชัดเจนและสมบูรณ์ของการเก็บผลการ วิเคราะห์ผลของอิเล็กโตรดที่มีผลต่อประสิทธิภาพการทำงานใน
ทดลองพิเศษ ดังแสดงในภาพที่ 2.20 (บริษัท โตโย ทันโซะ ประเทศ รูปแบบของอัตราการขจัดเนื้องานและอัตราการสึกหรอของ
ไทย จำกัด, ม.ป.ป) อิเล็กโตรดตลอดจนผลที่มีต่อคุณภาพผิวงานในรูปแบบของค่าความ
หยาบผิวเฉลี่ย โดยจำแนกตามพารามิเตอร์ที่ได้ศึกษาแล้วจึงทำการ
เปรียบเทียบประสิทธิภาพการทำงานของอิเล็กโตรดแต่ละเกรดภายใต้
เงื่อนไขประสิทธิภาพการทำงานที่ดีที่สุดของวัสดุอิเล็กโตรดทั้ง 3
เกรด
7.2.1 วิเคราะห์ผลการทดลองกระแส (Current)
การวิเคราะห์ผลการทดลองกระแสที่ใช้ใน
กระบวนการกัดเซาะด้วยไฟฟ้า ซึ่งเป็นต้นกำเนิดพลังงานความร้อน
ส่งผลกระทบต่อประสิทธิภาพการแปรรูปและคุณภาพผิวงาน ซึ่งถูก
วัดอยู่ในรูปของอัตราการขจัดเนื้องาน อัตราการสึกหรอของ
อิเล็กโตรด ตลอดจนค่าความหยาบผิวเฉลี่ย โดยผลจากการทดลอง
ปรับกระแส พบว่าเมื่อกระแสเพิ่มมากขึ้นอัตราการขจัดเนื้องานจะ
สูงขึ้นตามเนื่องจากปริมาณกระแสต่อพื้นที่หน้าตัดเพิ่มสูงขึ้นทำให้
ความร้อนที่เกิดเพิ่มสูงขึ้น เป็นเหตุให้การขจัดเนื้องานเกิดเป็นหลุมลึก
ที่มีความกว้างเพิ่มมากขึ้น
7.3 เปรียบเทียบประสิทธิภาพการทำงาน
เมื่อทำการเปรียบเทียบกันระหว่างการทดลองปรับ
ค่ากระแสแล้วสามารถสรุปประสิทธิภาพการทำงานได้ว่า เมื่อให้ค่า
กระแสไฟฟ้าที่ 6, 9 แอมแปร์ อิเล็กโตรดกราไฟท์เกรด ISEM-8 ให้
อัตราการขจัดเนื้องานที่สูงที่สุด รองลงมาเป็นกราไฟท์เกรด TTK-5
และกราไฟท์เกรด ISO-63 ตามลำดับ
212