
Page 33 - Журнал "Станочный парк"
P. 33
СОВЕТЫ СПЕЦИАЛИСТОВ СОВЕТЫ СПЕЦИАЛИСТОВ
Использование CAE для по- мов обработки [6] в соответствии с (1), приведено в таблице 1.
Общее количество тепла, поступающего в заготовку, рассчитанное для разных режи-
вышения эффективности исходить из предпосылки, что количество тепла, полученного элементарной кольцевой
Примем, что осевая скорость хона V изменяется по гармоническому закону, и будем
хонингования площадкой dF, выделенной на поверхности гильзы, пропорционально времени действия t
теплового источника мощностью q (Вт/м2) на этот участок, на эту площадку.
В зависимости от
В практике ведущих промыш- соотношения длины и Таблица 1. Режимы обработки и поступление тепла в за-
ленных предприятий широко приме- хода хона, возможны готовку.
няются средства автоматизации кон- три схемы нагрева заго-
струирования. Современные системы товки (см. рис. 1): Вид хонингования № пп Рок, Н рб, кПа W, м/с Р, кВт Q, кВт
CAD -CAE -CAM позволяют организо- 1) области обработки Полирование 1 1536 400 0,67 1,0 0,62
вать сквозной производственный процесс от этапа конструкторской разработки до выпуска в крайних положениях 2 1920 500 0,83 1,6 0,99
изделия. Средства CAE обычно используются при проектировании и поэтому лучше знако- хона не перекрываются, 3 2304 600 1,00 2,3 1,48
мы конструктору. Между тем, применение этих инструментов для анализа технологическо- и между крайними поло-
го процесса открывает новые возможности для принятия эффективных решений в техно- жениями распределён- Чистовое 4 2304 600 0,83 1,9 1,19
логии. В данной статье рассматриваются возможности CAE в приложении к исследованию ного источника (2) по- 5 3072 800 1,00 3,1 1,97
процесса формирования точности формы и размера при хонинговании гильзы двигателя лучается «разрыв», см. 6 3840 1000 1,17 4,5 2,91
внутреннего сгорания и погрешностей, возникающих из-за её нагрева и температурных рис. 1а; Предварительное, 7 3840 1000 1,00 3,8 2,46
деформаций в процессе обработки. 2) области обработки Черновое, 8 5760 1500 1,17 6,7 4,37
Геометрические погрешности размера, может приводить к изменению диаметра в крайних положени- получистое 9 7680 2000 1,33 10,2 6,66
гильзы регламентированы ГОСТ Р на 0,03…0,05 м м. ях хона перекрываются
53809-2010 и, в зависимости от типа Заготовка под действием подвижного источ- (см. рис. 1б), распре-
двигателя и размера гильзы, они со- ника тепла, роль которого играет процесс хонин- делённый источник образует
ставляют: на внутренний диаметр гования, нагревается и изменяет свою геометрию, «перекрытие» (зона 3);
0,03…0,06 мм, на профиль продоль- что приводит к возникновению погрешности об- 3) источник в крайних поло-
ного сечения и некруглость внутрен- работки. При этом погрешность размера пропор- жениях «соприкасается», т.е.
него диаметра допуск составляет циональна изменению температуры заготовки, а зона перекрытия (3) вырожда-
0,01…0,012 мм. В процессе обработ- погрешность формы пропорциональна неравно- ется в точку.
ки важно обеспечить соосность за- мерности нагрева заготовки. Современные систе- Графики на рис. 1 отра-
готовки и инструмента, отсутствие мы CAE –компьютерные средства инженерного жают скорость крайних точек
деформаций тонкостенной заготовки анализа –позволяют проанализировать возникаю- распределённого источника в
при её закреплении. В связи с этим щие температурные деформации в условиях слож- приведённом масштабе, соот-
при хонинговании часто применя- ного нагрева и охлаждения объекта исследования. ветствующих левому (пунктир)
ют закрепление гильзы в резиновой Учитывая, что время обработки превышает и правому (сплошная линия)
манжете, обеспечивающей установку время температурной стабилизации [4, 5], про- торцу хона. На рисунке 1 на-
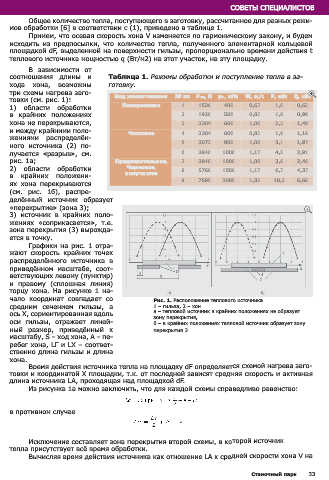
гильзы по хону. Зажим-разжим заго- цесс нагрева заготовки подвижным источником чало координат совпадает со Рис. 1. Расположение теплового источника.
товки выполняется сжатием манжеты можно представить как результат действия экви- средним сечением гильзы, а 1 – гильза, 2 – хон.
а – тепловой источник в крайних положениях не образует
с помощью давления воздуха. валентного распределённого источника тепла, и ось X, сориентированная вдоль зону перекрытия,
Предварительное хонингова- рассматривать задачу в стационарной постановке. оси гильзы, отражает линей- б – в крайних положениях тепловой источник образует зону
ние выполняют на высоких скоростях В соответствии с [6], работа хонингова- ный размер, приведённый к перекрытия 3.
и при относительно большом припу- ния практически полностью переходит в тепло. масштабу, S – ход хона, A – пе-
ске для исправления погрешностей Окружная сила Pок пропорциональна суммарной ребег хона, LГ и LХ – соответ-
расположения и формы отверстия. площади рабочей части хонинговальных брусков ственно длина гильзы и длина
Значительные усилия могут приво- Sбр и удельному давлению брусков pу: Pок = ρ хона.
дить к упругим деформациям заго- ок∙Sбр∙pу. Время действия источника тепла на площадку dF определяется схемой нагрева заго-
товки. Окончательное хонингование, Коэффициент пропорциональности pок в товки и координатой X площадки, т.к. от последней зависят средняя скорость и активная
длина источника LА, проходящая над площадкой dF.
в отличие от большинства других ме- первом приближении принимается равным 0,4.
тодов механообработки, проводится Распределение тепла между заготовкой, инстру- Из рисунка 1а можно заключить, что для каждой схемы справедливо равенство:
с меньшими скоростями, что способ- ментом, стружкой, СОЖ зависит от скорости обра-
ствует уменьшению погрешностей ботки [7]. Часть количество тепла, переходящего в противном случае
обработки, в том числе вызванных в заготовку, для скоростей W = 40…80 м/мин со-
температурными деформациями за- ставляет 0,4…0,65. Таким образом, оценить тепло
готовки, но снижает производитель- (Q, Вт), поступающее в заготовку, можно с помо-
ность процесса. Температура заготов- щью выражения: Исключение составляет зона перекрытия второй схемы, в которой источник
ки обычно не превосходит 50…100°С Q = 0.4∙kзгW∙Sбр∙py, (1) тепла присутствует всё время обработки.
[1, 2, 3, 4], что, в зависимости от её где kзг = 0,4…0,65. Вычисляя время действия источника как отношение LА к средней скорости хона V на
32 Станочный парк Станочный парк 33