
Page 35 - Журнал "Станочный парк"
P. 35
СОВЕТЫ СПЕЦИАЛИСТОВ СОВЕТЫ СПЕЦИАЛИСТОВ
произвольном участке гильзы ния Simulation пакета SolidWorks, реализующего расчёты методом конечных элементов.
[x0; xφ]: Деформации получены в результате конечноэлементного моделирования на базе
специализированного приложения Simulation пакета SolidWorks. Основные результаты
расчётов, выполненные для режимов обработки № 2 и № 9 из таблицы 1 для традиционной
можно построить графики рас- схемы охлаждения (ТСО) и с охлаждением через манжету (ОЧМ), приведены в таблице 2.
пределения тепловой мощно- Схемы нагрева в таблице 2 обозначены:
сти квазистационарного источ- • схема с разрывом – Р,
ника вдоль оси гильзы (см. • схема с совпадением – С,
рис. 2). • схема с перекрытием – П.
Традиционно охлаждение Полученные значения температур и погрешностей геометрии хорошо согласуются с
заготовки выполняется за счёт результатами работ [1, 2, 3, 4] и ГОСТ Р 53809-2010. Так, получистовая обработка приво-
подачи СОЖ в зону обработ- дит к нагреву заготовки до 87ºС, а полирование – до 37ºС.
ки. Для охлаждения наружной Анализ полученных результатов показывает, что большие значения температур гиль-
поверхности гильзы в манжете зы возникают при обработке в схеме нагрева с перекрытием (на 1.5…19,5°С). Большие
выполняют глубокое рифление значения соответствуют получистовой обработке. Применение схемы охлаждения через
так, чтобы СОЖ, попадающая Рис. 2. Изменение плотности теплового потока вдоль оси гильзы. манжету приводит к значительному (на 3…20°С) снижению температуры заготовки. Боль-
в полости, могла омывать и на- шие значения соответствуют получистовой обработке.
ружную стенку гильзы. Между тем, интенсивность охлаждения можно увеличить, подавая Отклонение от цилиндричности в форме бочкообразности снижается при переходе от
охлаждающую жидкость через манжету. Для этого достаточно сжимать манжету со сквоз- получистового хонингования к полированию. На базе построенной модели можно предпо-
ными отверстиями в стенке с помощью СОЖ. Моделирование процесса нагрева и охлаж- ложить, что изменение схемы охлаждения приво-
дения, расчёт температурного поля гильзы выполнялись с помощью приложения Flo паке- дит к изменению бочкообразности на 13…26% при
та SolidWorks. Приложение Flo пакета SolidWorks использует метод конечных объёмов для получистом хонинговании и на 20…35% при поли-
решения задач гидрогазодинамики и теплопередачи. Модель теплообмена гильзы учи- ровании. Таблица 2. Результаты моделирования
тывает следующие физические эффекты: движение жидкости в каналах, образованных
стенкой гильзы и удерживающей гильзу резиновой манжетой (см. рис. 3), конвективный Охлаждение ТСО ОЧМ ТСО ОЧМ
теплообмен гильзы с жидкостью, омывающей её внешнюю поверхность, теплопередачу Вид обработки 2 2 9 9
между гильзой и манжетой, теплообмен излучением. При построении расчётной схемы ис- Схема нагрева З С П Р С П Р С П Р С П
пользована возможность сокращения размерности модели благодаря симметрии решения. Ре- Минимальная 25 25,5 27 22 22,6 23,5 37,5 38 57 28,5 36,5 40
зультаты расчёта (см. рис. 3) представляют собой линии тока и поля скоростей жидкости, температура ºС
движущейся в каналах рубашки охлаждения, поля температур жидкости и твёрдых тел. Максимальная 35 36,1 37 26 26,5 26,9 81 82,8 87 42,5 65 66,8
На рисунке 3а отражено поле скоростей жидкости (3), движущейся в каналах рубашки ох- температура ºС
лаждения, которая
образована стенкой Отклонение от 1,75 1,85 2,85 1,3 1,2 1,8 11,5 13,2 17,6 7.4 11,3 17
гильзы (1) и манже- цилиндричности,
той (2). Расчёт вы- мкм
полнен внутри рас- Выводы
1. Современные системы CAE представляют собой мощ-
чётной области (4) ный инструмент для анализа конструкции не только на
с симметричными стадии её эксплуатации, но и на стадии изготовления.
граничными усло- 2. Температурные деформации гильзы при хонинго-
виями. На рисунке вании оказывают существенное влияние на точность
3б показано темпе- размера и формы. Погрешности формы, как следствие
неравномерного нагрева, особенно ощутимы при пред-
ратурное поле гиль- варительном хонинговании.
зы в осевом сечении 3. Применение охлаждения гильзы через манжету
расчётной области позволяет повысить точность формы на этапе получи-
для схемы нагрева с стового хонингования на 13…26%, тем самым сократив
перекрытием. полное время изготовления детали Л.Я. Гиловой,
Характер тем- кандидат технических наук,
пературных дефор- доцент МГТУ «Станкин».
маций гильзы, полу- ЛИТЕРАТУРА:
1. Бабичев А.П. Хонингование. – М.: Машиностроение, 1965. 96 с.
ченных для схемы с 2. Кудояров Р.Г. Повышение точности формы и качества поверхности деталей при алмаз-
перекрытием и ре- ном хонинговании на мехатронных станка: дис. д-ра техн. наук. Уфа, 2003. 293 с.
3. Левин Б.Г. Алмазное хонингование отверстий/Б.Г. Левин, Я.Л. Пятов. ‒ Л.: Машино-
жима обработки № строение, 1969. 112 с.
4. Прецизионная обработка деталей алмазными и абразивными брусками/М.С. Наерман,
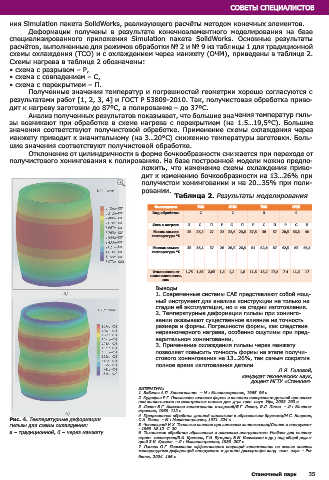
9 из таблицы 1 при Рис. 4. Температурные деформации С.А. Попов. - М.: Машиностроение, 1971. 224 с.
5. Чеповецкий И.X. Тепловые явления при алмазном хонинговании/Станки и инструмент.
разных вариантах гильзы для схемы охлаждения: - 1966. № 12. С. 30.
охлаждения, пока- а – традиционной, б – через манжету 6. Технология обработки абразивным и алмазным инструментом: Учебник для машино-
строит. техникумов/З.И. Кремень, Г.И. Буторин, В.М. Коломазин и др.; под общей редак-
зан на рисунке 4. Рис. 3. Результаты моделирования. цией З.И. Кремня. – Л.: Машиностроение, 1989. 207 с.
7. Панова О.Г. Повышение эффективности операций хонингования на основе анализа
Расчёт выполнен с а – движение СОЖ в каналах охлаждения, б – температурное поле гильзы. температурных деформаций инструмента и детали: диссертация канд. техн. наук. - Ры-
помощью приложе- бинск, 2004. 166 с.
34 Станочный парк Станочный парк 35