
Page 249 - Six Sigma Advanced Tools for Black Belts and Master Black Belts
P. 249
OTE/SPH
OTE/SPH
August 31, 2006
3:4
JWBK119-15
Char Count= 0
234 Development of A Moisture Soak Model For Surface Mounted Devices
can be computed. Then the 100(1 − γ )% confidence interval for AF is given by
]
(AF, AF) = exp [a 1 − a 2 ± Zγ/2 · SE a 1 −a 2
2
= exp a 1 − a 2 ± Zγ/2. (SE a1 ) + (SE a2 ) 2 . (15.15)
The results for package type 1 (44-lead) with γ = 0.05 are given in the parentheses
within their respective cells in Table 15.6.
15.4 DISCUSSION
In practice, many factors need to be considered for determining the moisture-induced
crack of SMD packages. Some of the more important factors are: the relative humidity
and temperature of the environment, the die size, relative thickness of epoxy resin in
the chip and under the chip pad, the properties of the materials, and the adhesion
strength of the interfaces in the package. 15 In this study, we used PLCC packages
with high pin counts. The relative humidity, temperature and soak time were the
test parameters. In the following, we compare our results with past work and the
prevailing industry practice.
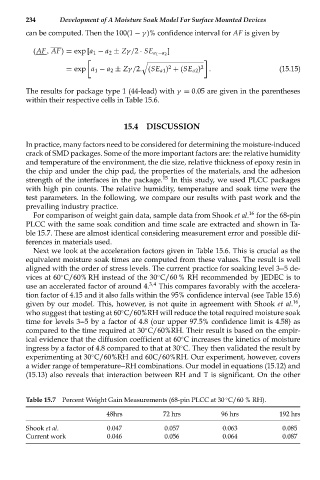
For comparison of weight gain data, sample data from Shook et al. 16 for the 68-pin
PLCC with the same soak condition and time scale are extracted and shown in Ta-
ble 15.7. These are almost identical considering measurement error and possible dif-
ferences in materials used.
Next we look at the acceleration factors given in Table 15.6. This is crucial as the
equivalent moisture soak times are computed from these values. The result is well
aligned with the order of stress levels. The current practice for soaking level 3--5 de-
vices at 60 C/60% RH instead of the 30 C/60 % RH recommended by JEDEC is to
◦
◦
use an accelerated factor of around 4. 3,4 This compares favorably with the accelera-
tion factor of 4.15 and it also falls within the 95% confidence interval (see Table 15.6)
16
given by our model. This, however, is not quite in agreement with Shook et al. ,
who suggest that testing at 60 C/60%RH will reduce the total required moisture soak
◦
time for levels 3--5 by a factor of 4.8 (our upper 97.5% confidence limit is 4.58) as
compared to the time required at 30 C/60%RH. Their result is based on the empir-
◦
◦
ical evidence that the diffusion coefficient at 60 C increases the kinetics of moisture
◦
ingress by a factor of 4.8 compared to that at 30 C. They then validated the result by
experimenting at 30 C/60%RH and 60C/60%RH. Our experiment, however, covers
◦
a wider range of temperature--RH combinations. Our model in equations (15.12) and
(15.13) also reveals that interaction between RH and T is significant. On the other
Table 15.7 Percent Weight Gain Measurements (68-pin PLCC at 30 C/60 % RH).
◦
48hrs 72 hrs 96 hrs 192 hrs
Shook et al. 0.047 0.057 0.063 0.085
Current work 0.046 0.056 0.064 0.087