
Page 198 - тех.мех.Вереина.Л.И
P. 198
Раскатывание глубоких отверстий производят на станках глу
бокого сверления. В местах контакта заготовок с инструментом
нагрев незначителен, поэтому охлаждение не применяют. Трение
уменьшают, применяя смазывание веретенным маслом или керо
сином.
Упрочнение поверхности можно достигнуть алмазным выгла
живанием. Сущность этого метода состоит в том, что оставшиеся
после обработки резанием микронеровности поверхности вырав
нивают алмазным инструментом, прижатым к обрабатываемой
поверхности.
Алмаз, закрепленный в державке, не вращается, а скользит по
поверхности. Рабочая часть алмазного инструмента может быть
выполнена в виде полусферы, цилиндра или конуса.
Достоинства алмазного выглаживания: возможность обработки
тонкостенных деталей и деталей сложной конфигурации; просто
та конструкций выглаживателей. Обрабатывать заготовки алмаз
ным выглаживанием можно на токарных станках. Державку с под
пружиненным наконечником с алмазом устанавливают в резце
держателе вместо резца. Движение заготовки и инструмента ана
логичны их движениям при обтачивании.
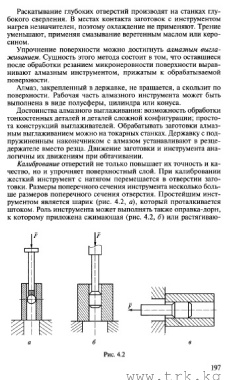
Калибрование отверстий не только повышает их точность и ка
чество, но и упрочняет поверхностный слой. При калибровании
жесткий инструмент с натягом перемещается в отверстии заго
товки. Размеры поперечного сечения инструмента несколько боль
ше размеров поперечного сечения отверстия. Простейшим инст
рументом является шарик (рис. 4.2, а), который проталкивается
штоком. Роль инструмента может выполнять также оправка-дорн,
к которому приложена сжимающая (рис. 4.2, б) или растягиваю-
Рис. 4.2
197
www.trk.kg