
Page 199 - тех.мех.Вереина.Л.И
P. 199
щая сила (рис. 4.2, в). Калибрование отверстий выполняют на прес
сах или горизонтально-протяжных станках.
Дробеструйный наклеп получил наиболее широкое распростра
нение из всех методов упрочняющей обработки. Готовые детали
машин подвергают ударному воздействию потока дроби. Обработ
ку производят в специальных камерах. Дробинки из чугуна, стали
и других материалов с большой скоростью перемещаются пото
ком воздуха, а после удара о заготовку падают вниз и снова осу
ществляют ударное действие. Благодаря такому методу можно зна
чительно повысить долговечность рессорных листов, пружин, ло
паток турбин, штоков и штампов.
4.3. Повышение износостойкости
поверхностных слоев
В деталях машин изнашиваются относительно тонкие поверх
ностные слои. Поэтому для увеличения долговечности эффектив
ны поверхностные упрочнения, наплавки и покрытия.
Упрочнения в связи со значительным повышением твердости
приводят к резкому повышению износостойкости. Закалка повы
шает износостойкость при чисто абразивном изнашивании почти
в 2 раза.
В настоящее время объемная закалка уступает место поверхно
стным термическим и химико-термическим методам упрочнений. При
такой обработке можно достигнуть высокой твердости поверх
ностных слоев и значительно повысить износостойкость. В под-
разд. 4.4 будет отдельно рассмотрено влияние поверхностных по
крытий на изменение механических свойств материалов, в том
числе и на повышение износостойкости поверхностных слоев. По
вышение износостойкости поверхностей трущихся чугунных де
талей можно достичь отбелкой, которая, например, применяется
для тормозных колодок.
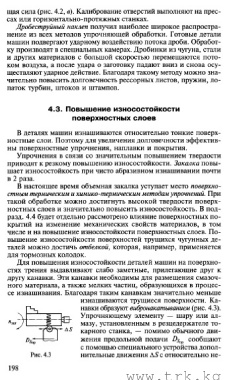
Для повышения износостойкости деталей машин на поверхно
стях трения выдавливают слабо заметные, прилегающие друг к
другу канавки. Эти канавки необходимы для размещения смазоч
ного материала, а также мелких частиц, образующихся в процес
се изнашивания. Благодаря таким канавкам значительно меньше
изнашиваются трущиеся поверхности. Ка
навки образуют вибронакатыванием (рис. 4.3).
-в- Упрочняющему элементу — шару или ал
мазу, установленным в резцедержателе то
AS карного станка, — помимо обычного дви
жения продольной подачи DSnf сообщают
JSnp
с помощью специального устройства допол
Рис. 4.3 нительные движения AS с относительно не
198
www.trk.kg