
Page 69 - Посібник для електрогазозварників
P. 69
Розділ ІІІ. Дугове наплавлення валиків і зварювання пластин в різних
просторових положеннях
Швидкість і напругу на дузі зварювання вибирає
зварник в залежності від типу зварного з’єднання, марки
сталі і електродів, положення шва в просторі.
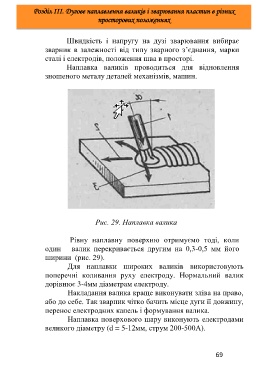
Наплавка валиків проводиться для відновлення
зношеного металу деталей механізмів, машин.
Рис. 29. Наплавка валика
Рівну наплавну поверхню отримуємо тоді, коли
один валик перекривається другим на 0,3-0,5 мм його
ширини (рис. 29).
Для наплавки широких валиків використовують
поперечні коливання руху електроду. Нормальний валик
дорівнює 3-4мм діаметрам електроду.
Накладання валика краще виконувати зліва на право,
або до себе. Так зварник чітко бачить місце дуги її довжину,
перенос електродних капель і формування валика.
Наплавка поверхового шару виконують електродами
великого діаметру (d = 5-12мм, струм 200-500А).
69