
Page 72 - Посібник для електрогазозварників
P. 72
Розділ ІІІ. Дугове наплавлення валиків і зварювання пластин в різних
просторових положеннях
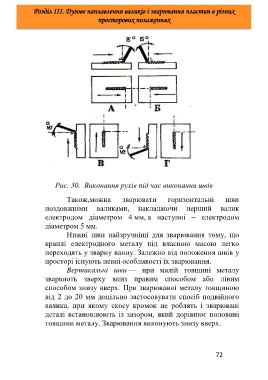
Рис. 30. Виконання рухів під час виконання швів
Також,можна зварювати горизонтальні шви
поздовжніми валиками, накладаючи перший валик
електродом діаметром 4 мм, а наступні – електродом
діаметром 5 мм.
Нижні шви найзручніші для зварювання тому, що
краплі електродного металу під власною масою легко
переходять у зварну ванну. Залежно від положення швів у
просторі існують певні особливості їх зварювання.
Вертикальні шви — при малій товщині металу
зварюють зверху вниз правим способом або лівим
способом знизу вверх. При зварюванні металу товщиною
від 2 до 20 мм доцільно застосовувати спосіб подвійного
валика, при якому скосу кромок не роблять і зварювані
деталі встановлюють із зазором, який дорівнює половині
товщини металу. Зварювання виконують знизу вверх.
72