
Page 71 - Посібник для електрогазозварників
P. 71
Розділ ІІІ. Дугове наплавлення валиків і зварювання пластин в різних
просторових положеннях
Оптимальний кут нахилу електрода для одержання
щільного і гладкого шва — 15° убік ведення шва.
Рух електроду відбувається в трьох основних
напрямках. Перший — поступальний рух направляється по
осі електрода. Такий рух електроду дає можливість
забезпечити сталість довжини дуги і зв'язати це зі
швидкістю плавлення електрода.
Другим рухом буде переміщення електрода уздовж
осі утвореного валика для утворення шва. Якщо ці рухи
будуть відсутні, зварювальний шов вийде дуже вузьким,
десь у межах 1,5 діаметра електрода. Поперечні рухи
можна виключити при зварюванні тонких аркушів, при
проходженні першого шва багатошарового зварювання.
Горизонтальний шов,більш складний у виконанні,
ніж вертикальний. Причина — стікання розплавленого
металу зі зварювальної ванни на нижню крайку. У
результаті можливе утворення підрізу по верхній крайці.
При зварюванні металу підвищеної товщини
звичайно роблять скіс тільки однієї верхньої крайки,
нижня допомагає утримувати розплавлений метал у
зварювальній ванні. Зварювання горизонтальних кутових
швів у нахльосточних з'єднаннях не викликають
труднощів і по техніці не відрізняється від зварювання в
нижньому положенні.
При виконанні горизонтальних швів для зменшення
стікання наплавленого металу роблять скіс кромок тільки
у верхнього листка. Дугу збуджують на нижній кромці
(становище /), а потім переводять її на кромки верхнього
листка (положення //), піднімаючи вгору стікає краплю
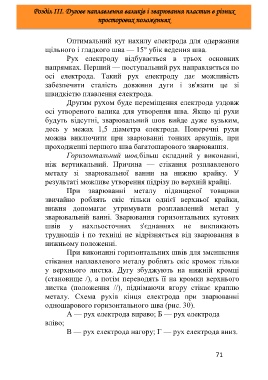
металу. Схема рухів кінця електрода при зварюванні
одношарового горизонтального шва (рис. 30).
A — рух електрода вправо; Б — рух електрода
вліво;
В — рух електрода нагору; Г — рух електрода вниз.
71