
Page 25 - Die Casting Die Assemblies
P. 25
Die Cast
25
Runner Spreaders and Bushings
Exclusively for Zinc Die Casting
(Not for use with aluminum, magnesium, brass, lead or other non-zinc materials)
• Production proven for casting of thin wall parts
n
• Eliminates turbulence and reduces porosity…IMPROVES PART
n
QUALITY
• Permits faster cavity fill and sprue cooling…
n
REDUCES CYCLE TIME…INCREASES PRODUCTIVITY
• Reduces volume of metal in sprue by 75%…
n
TYPICAL APPLICATIONS OPTIMIZES MACHINE CAPACITY…LOWERS ENERGY COSTS
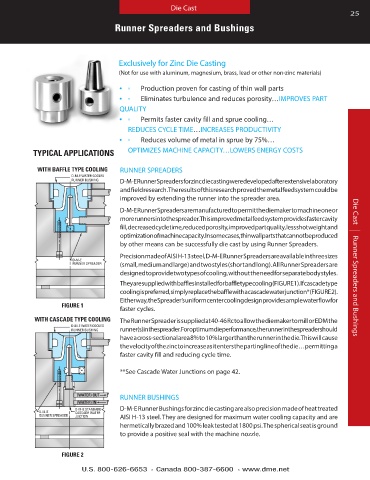
WITH BAFFLE TYPE COOLING RUNNER SPREADERS
D-M-E WATER COOLED
RUNNER BUSHING D-M-E Runner Spreaders for zinc die casting were developed after extensive laboratory
and field research . The results of this research proved the metal feed system could be
improved by extending the runner into the spreader area .
D-M-E Runner Spreaders are manufactured to permit the die maker to machine one or
more runners into the spreader . This improved metal feed system provides faster cavity
fill, decreased cycle time, reduced porosity, improved part quality, less shot weight and
optimization of machine capacity . In some cases, thin wall parts that cannot be produced
by other means can be successfully die cast by using Runner Spreaders .
Precision made of AISI H-13 steel, D-M-E Runner Spreaders are available in three sizes
D-M-E
RUNNER SPREADER (small, medium and large) and two styles (short and long) . All Runner Spreaders are Die Cast | Runner Spreaders and Bushings
designed to provide two types of cooling, without the need for separate body styles .
They are supplied with baffles installed for baffle type cooling (FIGURE 1) . If cascade type
cooling is preferred, simply replace the baffle with a cascade water junction* (FIGURE 2) .
Either way, the Spreader’s uniform center cooling design provides ample water flow for
FIGURE 1
faster cycles .
WITH CASCADE TYPE COOLING The Runner Spreader is supplied at 40-46 Rc to allow the die maker to mill or EDM the
D-M-E WATER COOLED
RUNNER BUSHING runner(s) in the spreader . For optimum die performance, the runner in the spreader should
have a cross-sectional area 8% to 10% larger than the runner in the die . This will cause
the velocity of the zinc to increase as it enters the parting line of the die…permitting a
faster cavity fill and reducing cycle time .
**See Cascade Water Junctions on page 42 .
(WATER) OUT RUNNER BUSHINGS
(WATER) IN
D-M-E STANDARD D-M-E Runner Bushings for zinc die casting are also precision made of heat treated
D-M-E CASCADE WATER
RUNNER SPREADER JUCTION AISI H-13 steel . They are designed for maximum water cooling capacity and are
hermetically brazed and 100% leak tested at 1800 psi . The spherical seat is ground
to provide a positive seal with the machine nozzle .
FIGURE 2
U.S. 800-626-6653 n Canada 800-387-6600 n www.dme.net