
Page 12 - Parker - Assembly/Installation
P. 12
4300 Catalog Assembly / Installation
Tube End Assembly
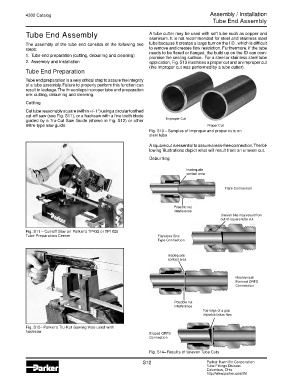
Tube End Assembly A tube cutter may be used with soft tube such as copper and
aluminum. It is not recommended for steel and stainless steel
The assembly of the tube end consists of the following two tube because it creates a large burr on the I.D., which is difficult
steps: to remove and creates flow restriction. Furthermore, if the tube
1. Tube end preparation (cutting, deburring and cleaning) needs to be flared or flanged, the build up on the ID can com-
promise the sealing surface. For a steel or stainless steel tube
2. Assembly and installation application, Fig. S13 illustrates a proper cut and an improper cut
(the improper cut was performed by a tube cutter).
Tube End Preparation
Tube end preparation is a very critical step to assure the integrity
of a tube assembly. Failure to properly perform this function can
result in leakage. The three steps in proper tube end preparation
are: cutting, deburring and cleaning.
Cutting
Cut tube reasonably square (within +/- 1°) using a circular toothed
cut-off saw (see Fig. S11), or a hacksaw with a fine tooth blade
guided by a Tru-Cut Saw Guide (shown in Fig. S12) or other Improper Cut
mitre-type saw guide. Proper Cut
Fig. S13 – Samples of improper and proper cuts on
steel tube
A square cut is essential to assure a leak-free connection. The fol-
lowing illustrations depict what will result from an uneven cut.
Deburring
Inadequate
contact area
Flare Connection
Possible nut
interference
Uneven bite may result from
out-of-square tube cut
Fig. S11 – Cut-off Saw on Parker’s TP432 or TP1025
Tube Preparation Center Flareless Bite
Type Connection
Inadequate
contact area
Mechanical
Formed ORFS
Connection
Possible nut
interference
Too large of a gap
impedes braze flow
Fig. S12– Parker’s Tru-Kut Sawing Vise used with
hacksaw Brazed ORFS
Connection
Fig. S14– Results of Uneven Tube Cuts
S12 Parker Hannifin Corporation
Tube Fittings Division
Columbus, Ohio
http://www.parker.com/tfd