
Page 34 - Icon Ridge Presents ATORN
P. 34
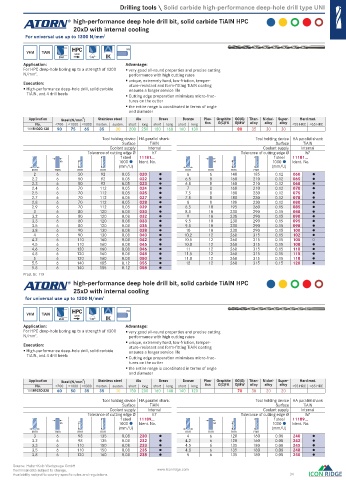
Drilling tools \ Solid carbide high-performance deep-hole drill type UNI
high-performance deep hole drill bit, solid carbide TiAlN HPC
20xD with internal cooling
For universal use up to 1300 N/mm 2
HPC HA
VHM TiAlN UNI
20xD 135° IK
Application: Advantage:
For HPC deep-hole boring up to a strength of 1300 very good all-round properties and precise cutting
N/mm . 2 performance with high cutting rates
Execution: unique, extremely hard, low-friction, temper-
ature-resistant and form-fi tting TiAlN coating
High-performance deep-hole drill, solid carbide ensures a longer service life
TiAlN, and 4 drill heels Cutting edge preparation minimises micro-frac-
tures on the cutter
the entire range is coordinated in terms of angle
and diameter
Application Steel (N/mm ) Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
2
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
11181020-120 90 75 65 35 30 200 250 180 160 160 130 80 35 30 30
Tool holding device HA parallel shank Tool holding device HA parallel shank
Surface TiAlN Surface TiAlN
Coolant supply Internal Coolant supply Internal
Tolerance of cutting edge Ø h7 Tolerance of cutting edge Ø h7
f steel 11181... f steel 11181...
h6 1000 Ident. No. h6 1000 Ident. No.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
2 6 50 92 0.05 020 6 6 140 185 0.12 060
2.2 6 50 92 0.05 022 6.5 8 160 210 0.12 065
2.3 6 50 92 0.05 023 6.8 8 160 210 0.12 068
2.4 6 70 112 0.05 024 7 8 160 210 0.12 070
2.5 6 70 112 0.05 025 7.5 8 180 230 0.12 075
2.7 6 70 112 0.05 027 7.8 8 180 230 0.12 078
2.8 6 70 112 0.05 028 8 8 180 230 0.12 080
2.9 6 70 112 0.05 029 8.5 10 195 260 0.15 085
3 6 80 120 0.08 030 8.8 10 230 290 0.15 088
3.2 6 80 120 0.08 032 9 10 230 290 0.15 090
3.3 6 80 120 0.08 033 9.5 10 230 290 0.15 095
3.5 6 80 120 0.08 035 9.8 10 230 290 0.15 098
3.8 6 90 130 0.08 038 10 10 230 290 0.15 100
4 6 90 130 0.08 040 10.2 12 268 315 0.15 102
4.2 6 110 160 0.08 042 10.5 12 268 315 0.15 105 ○
4.5 6 110 160 0.08 045 10.8 12 268 315 0.15 108
4.6 6 120 160 0.08 046 11 12 268 315 0.15 110
4.8 6 120 160 0.08 048 11.5 12 268 315 0.15 115
5 6 120 160 0.08 050 11.8 12 268 315 0.15 118
5.5 6 140 185 0.12 055 12 12 268 315 0.15 120
5.8 6 140 185 0.12 058
Prod. Gr. 113
high-performance deep hole drill bit, solid carbide TiAlN HPC
25xD with internal cooling
for universal use up to 1300 N/mm 2
HPC HA
VHM TiAlN UNI
25xD 135° IK
Application: Advantage:
For HPC deep-hole boring up to a strength of 1300 very good all-round properties and precise cutting
N/mm . 2 performance with high cutting rates
Execution: unique, extremely hard, low-friction, temper-
ature-resistant and form-fi tting TiAlN coating
High-performance deep-hole drill, solid carbide ensures a longer service life
TiAlN, and 4 drill heels Cutting edge preparation minimises micro-frac-
tures on the cutter
the entire range is coordinated in terms of angle
and diameter
Application Steel (N/mm ) Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
2
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
11189230-320 60 50 35 35 30 150 200 160 140 140 120 70 30 20 20
Tool holding device HA parallel shank Tool holding device HA parallel shank
Surface TiAlN Surface TiAlN
Coolant supply Internal Coolant supply Internal
Tolerance of cutting edge Ø h7 Tolerance of cutting edge Ø h7
f steel 11189... f steel 11189...
h6 1000 Ident. No. h6 1000 Ident. No.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
3 6 98 135 0.08 230 4 6 120 160 0.08 240
3.2 6 98 135 0.08 232 4.2 6 120 160 0.08 242
3.3 6 110 150 0.08 233 4.5 6 135 180 0.08 245
3.5 6 110 150 0.08 235 4.8 6 135 180 0.08 248
3.8 6 120 160 0.08 238 5 6 135 180 0.08 250
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 34
0043_EN_2018_KERN[21841704]-k.indd 43 12/17/2018 3:30:57 PM