
Page 342 - Icon Ridge Presents ATORN
P. 342
Milling tools monoblock \ Solid carbide mills for machining stainless steel
Type VA
Surface ULTRA MS
Tool holding device HA parallel shank
Tolerance of cutting edge Ø e8
Tolerance of shank Ø h6
Z (PCS) fz steinl. st. 16674...
(mm) Ident. No.
mm mm mm mm mm mm
2 1.6 6 50 1.95 4 2 0.018 090
2 1.6 8 50 1.95 4 2 0.018 092
2 1.6 10 50 1.95 4 2 0.018 094
2 1.6 12 50 1.95 4 2 0.013 096
2 1.6 16 50 1.95 4 2 0.013 098
2 1.6 20 60 1.95 4 2 0.013 100
2 1.6 25 75 1.95 4 2 0.013 102
3 2.4 8 50 2.85 6 2 0.027 106
3 2.4 10 50 2.85 6 2 0.027 108
3 2.4 16 60 2.85 6 2 0.027 110
3 2.4 20 60 2.85 6 2 0.019 112
3 2.4 25 75 2.85 6 2 0.019 114
3 2.4 30 75 2.85 6 2 0.019 116
4 3.2 10 50 3.85 6 2 0.035 118
4 3.2 16 60 3.85 6 2 0.035 120
4 3.2 20 60 3.85 6 2 0.035 122
4 3.2 25 75 3.85 6 2 0.025 124
4 3.2 30 75 3.85 6 2 0.025 126
4 3.2 35 75 3.85 6 2 0.025 128
4 3.2 40 100 3.85 6 2 0.025 130 ○
4 3.2 50 100 3.85 6 2 0.025 132
Prod. Gr. 152
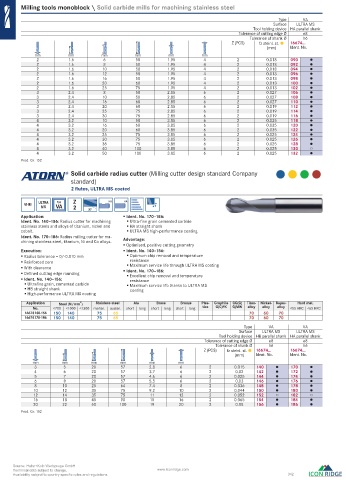
Solid carbide radius cutter ( Milling cutter design standard Company
standard )
2 fl utes, ULTRA MS-coated
VHM ULTRA Typ Z HB HA
MS VA 2
Application: Ident. No. 170–186:
Ident. No. 140–156: Radius cutter for machining Ultra-fi ne grain cemented carbide
stainless steels and alloys of titanium, nickel and HA straight shank
cobalt. ULTRA MS high-performance coating
Ident. No. 170–186: Radius milling cutter for ma- Advantage:
chining stainless steel, titanium, Ni and Co alloys.
Optimised, positive cutting geometry
Execution: Ident. No. 140–156:
Radius tolerance = 0/-0.010 mm Optimum chip removal and temperature
Reinforced core resistance
Maximum service life through ULTRA MS coating
With clearance Ident. No. 170–186:
Defi ned cutting edge rounding Excellent chip removal and temperature
Ident. No. 140–156: resistance
Ultrafi ne grain, cemented carbide Maximum service life thanks to ULTRA MS
HB straight shank coating
High-performance ULTRA MS coating
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
16674140-156 150 140 75 65 70 60 70
16674170-186 150 140 75 65 70 60 70
Type VA VA
Surface ULTRA MS ULTRA MS
Tool holding device HB parallel shank HA parallel shank
Tolerance of cutting edge Ø e8 e8
Tolerance of shank Ø h6 h6
Z (PCS) fz steinl. st. 16674... 16674...
(mm) Ident. No. Ident. No.
mm mm mm mm mm mm
3 5 20 57 2.8 6 2 0.015 140 170
4 6 20 57 3.7 6 2 0.02 142 172
5 7 20 57 4.6 6 2 0.025 144 174
6 8 20 57 5.5 6 2 0.03 146 176
8 10 25 64 7.4 8 2 0.036 148 178
10 12 35 75 9.2 10 2 0.044 150 180
12 14 35 75 11 12 2 0.052 152 ○ 182 ○
16 18 45 90 15 16 2 0.065 154 184
20 22 50 100 19 20 2 0.08 156 186
Prod. Gr. 152
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 342
0408_EN_2018_KERN[21847665]-m.indd 412 12/17/2018 3:32:42 PM