
Page 338 - Icon Ridge Presents ATORN
P. 338
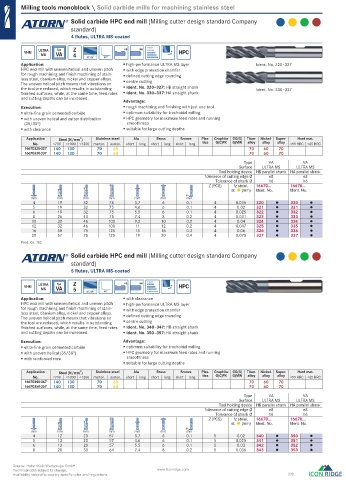
Milling tools monoblock \ Solid carbide mills for machining stainless steel
Solid carbide HPC end mill ( Milling cutter design standard Company
standard )
4 fl utes, ULTRA MS-coated
ULTRA Typ Z HB HA
VHM VA HPC
MS 4 35°/38° 45°
Application: high-performance ULTRA MS layer Ident. No. 320–327
HPC end mill with uneven helical and uneven pitch with edge protection chamfer
for rough machining and fi nish machining of stain- defi ned cutting edge rounding
less steel, titanium alloy, nickel and copper alloys. centre cutting
The uneven helical pitch means that vibrations on
the tool are reduced, which results in outstanding Ident. No. 320–327: HB straight shank Ident. No. 330–337
fi nished surfaces, while, at the same time, feed rates Ident. No. 330–337: HA straight shank
and cutting depths can be increased.
Advantage:
Execution: rough machining and fi nishing with just one tool
ultra-fi ne grain cemented carbide optimum suitability for trochoidal milling
with uneven helical and cutter distribution HPC geometry for maximum feed rates and running
(35/38°) smoothness
with clearance suitable for large cutting depths
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
16670320-327 140 130 70 60 70 60 70
16670330-337 140 130 70 60 70 60 70
Type VA VA
Surface ULTRA MS ULTRA MS
Tool holding device HB parallel shank HA parallel shank
Tolerance of cutting edge Ø e8 e8
Tolerance of shank Ø h6 h6
Z (PCS) fz steinl. 16670... 16670...
st. (mm) Ident. No. Ident. No.
mm mm mm mm mm mm mm
4 19 32 75 3.7 6 0.1 4 0.015 320 330
5 19 32 75 4.6 6 0.1 4 0.02 321 331
6 19 32 75 5.5 6 0.1 4 0.025 322 332
8 26 40 75 7.4 8 0.2 4 0.031 323 333
10 32 46 100 9.2 10 0.2 4 0.04 324 334
12 32 46 100 11 12 0.2 4 0.047 325 335
16 50 75 125 15 16 0.3 4 0.06 326 336
20 57 75 125 19 20 0.4 4 0.075 327 337
Prod. Gr. 152
Solid carbide HPC end mill ( Milling cutter design standard Company
standard )
5 fl utes, ULTRA MS-coated
Typ
VHM ULTRA VA Z HB HA HPC
MS 5 35°/38° 45°
Application: with clearance
HPC end mill with uneven helical and uneven pitch high-performance ULTRA MS layer
for rough machining and fi nish machining of stain- with edge protection chamfer
less steel, titanium alloy, nickel and copper alloys.
The uneven helical pitch means that vibrations on defi ned cutting edge rounding
the tool are reduced, which results in outstanding centre cutting
fi nished surfaces, while, at the same time, feed rates Ident. No. 340–347: HB straight shank
and cutting depths can be increased. Ident. No. 350–357: HA straight shank
Execution: Advantage:
ultra-fi ne grain cemented carbide optimum suitability for trochoidal milling
with uneven helical (35/38°) HPC geometry for maximum feed rates and running
with reinforced core smoothness
suitable for large cutting depths
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
16670340-347 140 130 70 60 70 60 70
16670350-357 140 130 70 60 70 60 70
Type VA VA
Surface ULTRA MS ULTRA MS
Tool holding device HB parallel shank HA parallel shank
Tolerance of cutting edge Ø e8 e8
Tolerance of shank Ø h6 h6
Z (PCS) fz steinl. 16670... 16670...
st. (mm) Ident. No. Ident. No.
mm mm mm mm mm mm mm
4 12 20 57 3.7 6 0.1 5 0.02 340 350
5 13 20 57 4.6 6 0.1 5 0.025 341 351
6 13 20 57 5.5 6 0.1 5 0.03 342 352
8 20 30 64 7.4 8 0.2 5 0.036 343 353
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 338
0408_EN_2018_KERN[21847665]-m.indd 408 12/17/2018 3:32:35 PM