
Page 18 - Январь
P. 18
АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА
Устройство контроля волнистости
обрабатываемой поверхности в
процессе фрезерования
Фрезерование является одним из высокопроизводительных и распростра-
нённых методов обработки металлов резанием [1 - 4]. При фрезеровании пло-
скостей концевыми фрезами зуб за один оборот фрезы снимает стружку
в течение относительно малого времени. Большую часть оборота он про-
ходит по воздуху, не производя резания. При этом зуб охлаждается, что
положительно сказывается на его стойкости. Для продолжения процес-
са стружкообразования зуб должен вновь врезаться в срезаемый слой, что
сопровождается ударом его режущей кромки. Ударная нагрузка приводит
к снижению стойкости зубьев фрезы и в отдельных случаях – к их раз-
рушению. Более равномерное фрезерование можно получить при работе
фрезой с винтовым зубом, как это делается на концевых фрезах. В этом
случае режущая кромка каждого зуба постепенно входит в заготовку, а
затем постепенно выходит из неё, что создаёт менее резкое изменение
площади поперечного сечения среза, менее резкое изменение силы резания,
а, следовательно, и более спокойную работу, обе-
спечивающую получение более чистой обработан-
ной поверхности.
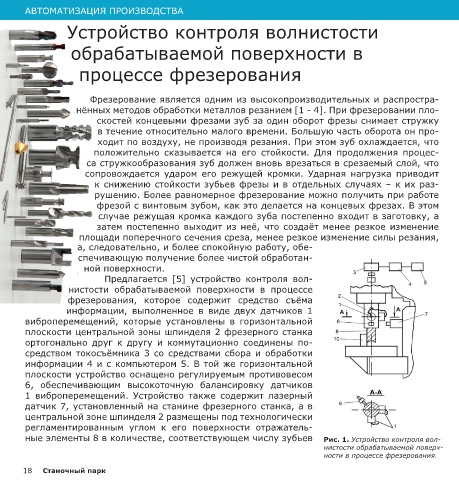
Предлагается [5] устройство контроля вол-
нистости обрабатываемой поверхности в процессе
фрезерования, которое содержит средство съёма
информации, выполненное в виде двух датчиков 1
виброперемещений, которые установлены в горизонтальной
плоскости центральной зоны шпинделя 2 фрезерного станка
ортогонально друг к другу и коммутационно соединены по-
средством токосъёмника 3 со средствами сбора и обработки
информации 4 и с компьютером 5. В той же горизонтальной
плоскости устройство оснащено регулируемым противовесом
6, обеспечивающим высокоточную балансировку датчиков
1 виброперемещений. Устройство также содержит лазерный
датчик 7, установленный на станине фрезерного станка, а в
центральной зоне шпинделя 2 размещены под технологически
регламентированным углом к его поверхности отражатель-
ные элементы 8 в количестве, соответствующем числу зубьев Рис. 1. Устройство контроля вол-
нистости обрабатываемой поверх-
ности в процессе фрезерования.
18 Станочный парк