
Page 46 - май
P. 46
НОВЫЕ ТЕХНОЛОГИИ
● сокращение продолжительности обработки в 2 - 5 раз за счёт большей скорости насы-
щения;
● экономичность процесса за счёт сокращения расхода рабочих газов в 20 - 100 раз;
● повышение коэффициента использования электроэнергии за счёт уменьшения расхода
электроэнергии в1,5 - 3 раза;
● возможность качественной обработки глухих и сквозных отверстий;
● простота и надёжность экранной защиты от азотирования неупрочняемых поверхностей;
● незначительные деформации изделий в процессе обработки и изменение параметров
шероховатости, меньшие температуры;
● получение равномерного по толщине азотированного слоя на всех поверхностях изде-
лий;
● улучшение санитарно-гигиенических условий производства.
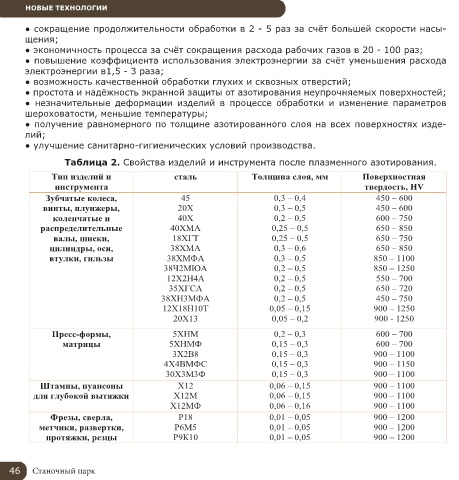
Таблица 2. Свойства изделий и инструмента после плазменного азотирования.
Тип изделий и сталь Толщина слоя, мм Поверхностная
инструмента твердость, HV
Зубчатые колеса, 45 0,3 – 0,4 450 – 600
винты, плунжеры, 20Х 0,3 – 0,5 450 – 600
коленчатые и 40Х 0,2 – 0,5 600 – 750
распределительные 40ХМА 0,25 – 0,5 650 – 850
валы, шнеки, 18ХГТ 0,25 – 0,5 650 – 750
цилиндры, оси, 38ХМА 0,3 – 0,6 650 – 850
втулки, гильзы 38ХМФА 0,3 – 0,5 850 – 1100
38Ч2МЮА 0,2 – 0,5 850 – 1250
12Х2Н4А 0,2 – 0,5 550 – 700
35ХГСА 0,2 – 0,5 650 – 720
38ХН3МФА 0,2 – 0,5 450 – 750
12Х18Н10Т 0,05 – 0,15 900 – 1250
20Х13 0,05 – 0,2 900 - 1250
Пресс-формы, 5ХНМ 0,2 – 0,3 600 – 700
матрицы 5ХНМФ 0,15 – 0,3 600 – 700
3Х2В8 0,15 – 0,3 900 – 1100
4Х4ВМФС 0,15 – 0,3 900 – 1150
30Х3М3Ф 0,15 – 0,3 900 – 1100
Штампы, пуансоны Х12 0,06 – 0,15 900 – 1100
для глубокой вытяжки Х12М 0,06 – 0,15 900 – 1100
Х12МФ 0,06 – 0,16 900 – 1100
Фрезы, сверла, Р18 0,01 – 0,05 900 – 1200
метчики, развертки, Р6М5 0,01 – 0,05 900 – 1200
протяжки, резцы Р9К10 0,01 – 0,05 900 – 1200
46 Станочный парк