
Page 109 - Training 2019
P. 109
Never use damaged splashed guards at cylinder ends--
-it can cause damage to cylinder ends.
Always used a stable ink inlet flow below the overall Never use a high ink inlet flow above the overall ink
ink level in the tray level in the tray---it causes ink splashes.
Use an antistatic system if possible to assist good Keep high humidity and incorrect placement of nipper
emptying of the cylinder cells, and check its roll, preventing good emptying of ink from cylinder
functioning especially when humidity is higher. cells to substrate.
Use blade steel with many small well-distributed Use blade steel with large carbides (> 2µm) that are
carbides. unevenly distributed.
Use MicroKote G for hazing problems, for a cleaner Use uncoated blades and thick tips with low contact
wipe and for protecting the cylinder surface. angle when particle-sticking and hazing is a problem.
Use MicroKote H7 for printing problems with hard Use uncoated blades when the ink is sticky and
abrasive pigments and sticky ink. contains hard abrasive pigments.
Use a slur stick (blade-cleaning tool) to remove dried Let dried ink accumulate on the blade tip.
ink.
Let ink pumps and cylinders run during press stops. Stop pumps and cylinders during press stops.
Keep viscosity and temperature under control using Let the temperature and ink viscosity vary a lot.
frequent measurements.
Use a solvent with the correct drying speed. Use a solvent with too slow drying speed---can cause
bleeding or scumming.
Use a solvent with too fast drying speed---can cause
printing problems due to dried ink on blade tip.
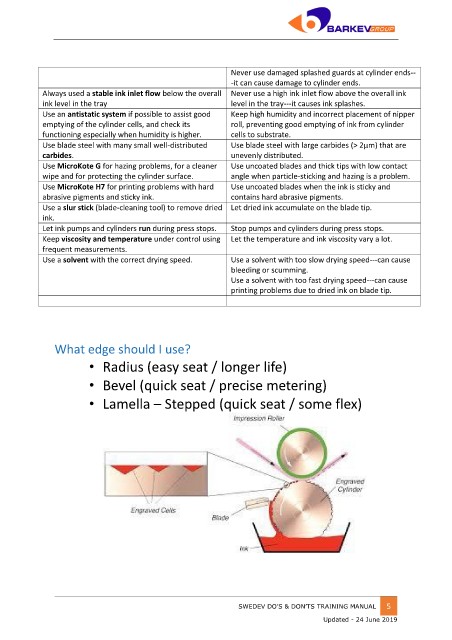
What edge should I use?
• Radius (easy seat / longer life)
• Bevel (quick seat / precise metering)
• Lamella – Stepped (quick seat / some flex)
SWEDEV DO’S & DON’TS TRAINING MANUAL 5
Updated - 24 June 2019