
Page 25 - Станочный парк
P. 25
СВАРОЧНЫЕ ТЕХНОЛОГИИ
И ОБОРУДОВАНИЕ
Методы контроля
Методы контроля
При предварительном кон-
троле основного и сварочных ма-
териалов устанавливают, удовлет-
воряют ли сертификатные данные
в документах заводов-поставщиков
требованиям, предъявляемым к ма-
териалам в соответствии с назначе-
нием и ответственностью сварных
узлов и конструкций. Перед сбор-
кой и сваркой заготовок проверяют,
соответствуют ли их форма и габа-
ритные размеры установленным,
а также контролируют качество
подготовки кромок и свариваемых
поверхностей. При изготовлении
ответственных конструкций сваривают контрольные образцы. Из них вырезают образцы
для механических испытаний. По результатам испытаний оценивают качество основного и
сварочных материалов, а также квалификацию сварщиков, допущенных к сварке данных
конструкций.
При текущем контроле проверяют соблюдение сварщиками установленных параме-
тров режимов сварки и исправность работы сварочного оборудования. Осматривают свар-
ные швы для выявления внешних дефектов и замеряют их геометрические размеры. Заме-
ченные отклонения устраняют непосредственно в процессе изготовления конструкций.
Готовые сварные соединения в зависимости от назначения и ответственности кон-
струкции подвергают приёмочному контролю:
• внешнему осмотру для выявления поверхностных дефектов;
• обмеру сварных швов;
• испытаниям на плотность;
• магнитному контролю;
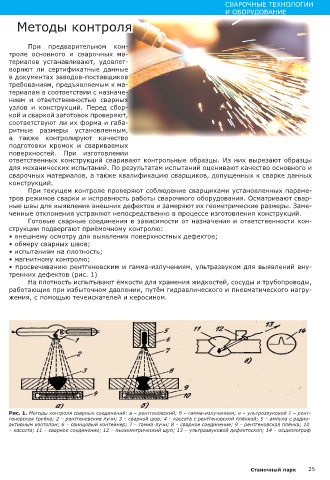
• просвечиванию рентгеновским и гамма-излучениям, ультразвуком для выявлений вну-
тренних дефектов (рис. 1)
На плотность испытывают ёмкости для хранения жидкостей, сосуды и трубопроводы,
работающие при избыточном давлении, путём гидравлического и пневматического нагру-
жения, с помощью течеискателей и керосином.
Рис. 1. Методы контроля сварных соединений: а – рентгеновский; б – гамма-излучением; в – ультрозвуковой 1 – рент-
геновская трубка; 2 – рентгеновские лучи; 3 – сварной шов; 4 – кассета с рентгеновской плёнкой; 5 – ампула с радио-
активным изотопом; 6 – свинцовый контейнер; 7 – гамма-лучи; 8 – сварное соединение; 9 – рентгеновская плёнка; 10
– кассета; 11 – сварное соединение; 12 – пьезометрический щуп; 13 – ультразвуковой дефектоскоп; 14 – осциллограф
Станочный парк 25