
Page 26 - Станочный парк
P. 26
СВАРОЧНЫЕ ТЕХНОЛОГИИ
И ОБОРУДОВАНИЕ
Магнитный контроль основан на намаг- Применяемые в промышленности
ничивании сварных соединений и обнаруже- рентгеновские аппараты позволяют про-
ния полей магнитного рассеяния на дефектных свечивать сварные соединения из стали
участках (рис. 2). толщиной 10 – 200 мм, алюминия до 300
При контроле качества сварки магнит- мм, меди до 25 мм. При этом фиксируют
ными дефектоскопами используется явление дефекты, размеры которых составляют
электромагнетизма. Прибор создает вокруг 2% толщины металла.
исследуемой области магнитное поле, поток Просвечивание гамма-лучами (рис.
линий которого, проходя через металл, ис- 5) по сравнению с рентгеновским имеет
кривляется в местах дефектов. Это искажение ряд преимуществ. Благодаря портатив-
фиксируется определенными способами, из ности аппаратуры его можно применять
которых в сварочном производстве использу- в любых условиях (в цехах, полевых ус-
ются два — магнитопорошковый и магнитогра- ловиях, на монтаже и т.п.). Кроме того,
фический. При первом, на поверхность свар- просвечивание гамма-лучами – менее
ного соединения наносят сухой или влажный дорогостоящий способ.
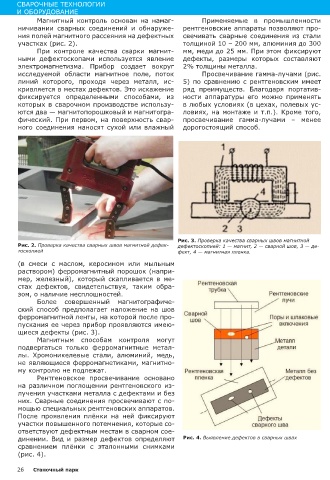
Рис. 3. Проверка качества сварных швов магнитной
Рис. 2. Проверка качества сварных швов магнитной дефек- дефектоскопией: 1 — магнит, 2 — сварной шов, 3 — де-
тоскопией фект, 4 — магнитная пленка.
(в смеси с маслом, керосином или мыльным
раствором) ферромагнитный порошок (напри-
мер, железный), который скапливается в ме-
стах дефектов, свидетельствуя, таким обра-
зом, о наличие несплошностей.
Более совершенный магнитографиче-
ский способ предполагает наложение на шов
ферромагнитной ленты, на которой после про-
пускания ее через прибор проявляются имею-
щиеся дефекты (рис. 3).
Магнитным способам контроля могут
подвергаться только ферромагнитные метал-
лы. Хромоникелевые стали, алюминий, медь,
не являющиеся ферромагнетиками, магнитно-
му контролю не подлежат.
Рентгеновское просвечивание основано
на различном поглощении рентгеновского из-
лучения участками металла с дефектами и без
них. Сварные соединения просвечивают с по-
мощью специальных рентгеновских аппаратов.
После проявления плёнки на ней фиксируют
участки повышенного потемнения, которые со-
ответствуют дефектным местам в сварном сое-
динении. Вид и размер дефектов определяют Рис. 4. Выявление дефектов в сварных швах
сравнением плёнки с эталонными снимками
(рис. 4).
26 Станочный парк