
Page 30 - Станочный парк
P. 30
СВАРОЧНЫЕ ТЕХНОЛОГИИ
И ОБОРУДОВАНИЕ
Таблица 2. Режимы МИГ и А-МИГсварки.
Тип Диаметр Расстояние Скорость Скорость Напряжение, Сила Защитный
электрода электрода, до подачи сварки, В сварочного газ
мм пластины, проволоки, см/мин тока, А (аргон),
мм м/мин л/мин
G 19 L Si 1,0 12 7 50 20 - 21 140 - 160 16
(1.4316)
Также проводились исследования вли-
яния содержания кислорода в оксиде (O2, %
масс.) на особенности формирования свар-
ных швов нержавеющей стали.
Данные о физико-химических свой-
ствах оксидов, использованных при изуче-
нии их влияния на формирование сварных
швов нержавеющей стали CrNi18-10, заим-
ствованы из известной базы данных [9] и
информации из справочника [10].
Касательно оксида кобальта (II, III)
Co3O4 использовались данные свойств для
оксида кобальта (II) CoO в связи с тем, что
при температуре выше 900 ˚С протекает
реакция 2 Co3O4 = 6 CoO + O2 [11, 12].
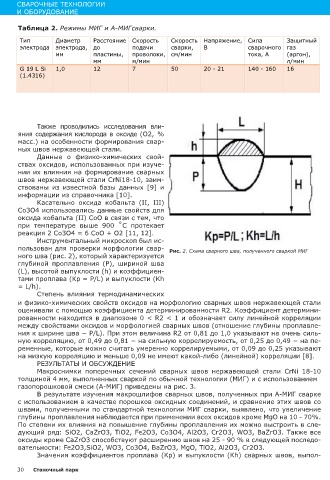
Инструментальный микроскоп был ис-
пользован для проверки морфологии свар- Рис. 2. Схема сварного шва, полученного сваркой МИГ
ного шва (рис. 2), который характеризуется
глубиной проплавления (P), шириной шва
(L), высотой выпуклости (h) и коэффициен-
тами проплава (Kp = P/L) и выпуклости (Kh
= L/h).
Степень влияния термодинамических
и физико-химических свойств оксидов на морфологию сварных швов нержавеющей стали
оценивали с помощью коэффициента детерминированности R2. Коэффициент детермини-
рованности находится в диапозоне 0 < R2 < 1 и обозначает силу линейной корреляции
между свойствами оксидов и морфологией сварных швов (отношение глубины проплавле-
ния к ширине шва − P/L). При этом величина R2 от 0,81 до 1,0 указывают на очень силь-
ную корреляцию, от 0,49 до 0,81 − на сильную коррелируемость, от 0,25 до 0,49 − на пе-
ременные, которые можно считать умеренно коррелируемыми, от 0,09 до 0,25 указывают
на низкую корреляцию и меньше 0,09 не имеют какой-либо (линейной) корреляции [8].
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Макроснимки поперечных сечений сварных швов нержавеющей стали CrNi 18-10
толщиной 4 мм, выполненных сваркой по обычной технологии (МИГ) и с использованием
газопорошковой смеси (А-МИГ) приведены на рис. 3.
В результате изучения макрошлифов сварных швов, полученных при А-МИГ сварке
с использованием в качестве порошков оксидных соединений, и сравнение этих швов со
швами, полученными по стандартной технологии МИГ сварки, выявлено, что увеличение
глубины проплавления наблюдается при применении всех оксидов кроме MgO на 10 - 70%.
По степени их влияния на повышение глубины проплавления их можно выстроить в сле-
дующий ряд: SiO2, CaZrO3, TiO2, Fe2O3, Co3O4, Al2O3, Cr2O3, WO3, BaZrO3. Также все
оксиды кроме CaZrO3 способствуют расширению швов на 25 - 90 % в следующей последо-
вательности: Fe2O3,SiO2, WO3, Co3O4, BaZrO3, MgO, TiO2, Al2O3, Cr2O3.
Значения коэффициентов проплава (Кр) и выпуклости (Кh) сварных швов, выпол-
30 Станочный парк