
Page 17 - PPAP submission requirements (PPAP check sheet)
P. 17
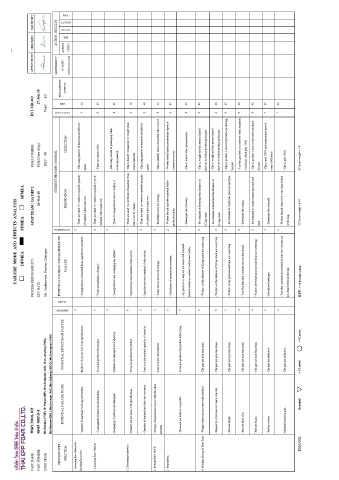
FAILURE MODE AND EFFECTS ANALYSIS
DFMEA PFMEA SFMEA
PART NAME: TRAY,TOOL KIT PROCESS RESPONSIBILITY: APQP TEAM / QA DEPT. FMEA NUMBER: EST-MR-002 APPROVED BY CHECKED ISSUED BY
PART NUMBER: 49401-A0010-A KEY DATE: 15-Oct-19 FMEA Date (Orig.): 27-Jan-18
CORE TEAM: Mr.Worajuk (PDE), Mr Panya (MP), Mrs.Sudaporn (QA), Mrs.Lamyong (PDA), Mr. Janthaworn Factory Manager REV.: 00 Page: 1/3
Ms.Wannee (DEL), Ms.Uraiwan (AM), Mrs.Sukanya (DCO), Mr.Tanongsak (ENG)
PROCESS STEP / POTENTIAL FAILURE MODE POTENTIAL EFFECT(S) OF FAILURE POTENTIAL CAUSE(S) / MECHANISM(S) OF CURRENT PROCESS CONTROL RECOMMENDED RESPONSIBILITY ACTION RESULTS
& TARGET
FUNCTION SEVERITY CLASS FAILURE OCCURANCE PREVENTION DETECTION DETECTION RPN ACTION(S) COMPLETION DATE ACTION SEV. OCCUR. DETECT. RPN
TAKEN
1. Incoming Raw Material & 2 2
Incoming Inspection - Quantity of material receiving are broken. - Product of part are lost from spectification. - Transportation of material from supplier are mistaken. - There are label by vender to specific quantity - Checking quantity of material and label to 8 32
of material when hand over. equal.
1.1.Incoming Raw Material - Consingment of material are mistaken. - It can not produce the product. 5 - There are mistaken of supply 2 - There are label by vender to specific type of - There are check 100% 6 60
material when hand over.
3 2
- Checking outside of packaging when
- Packaging of material are damaged. - Material are damaged to be abrasion. - Transportation and packaging are ruffled. - There is transportation test to confirm it. 8 48
receiving material.
1.2 Incoming Inspection 6 1 - There are send the certificate of material when - Check density of material by weight when
- Density are not same with specification. - It can not produce the product. - Supplier have not standard of take action. 6 36
hand over by vender. recieve material.
3 2 - There are label by vender to specific quantity - Checking quantity of material and label to
- Quantity of material and label are not same. - Lost time for recheck quantity of material. - Supplier have not standard of take action. 8 48
of material when hand over. equal.
2. Storage(Raw Mat'l) - Storage of material are mixed with the other 2 2
material - Lost time for find material. - There are not layout for storage. - Establish layout for storage. - Check identify sheet of material when store it. 8 32
3. Preparation 5 2 - Worker should calculate material follow - Worker should make pre-pesurize report of
- Calculation of material are mistaken. 6 60
production plan. material everyday.
- There are not material to product. - It can not produce the product follow plan. 5 1
- Air pressure in tank are not same with standard 8 40
because breeze in control machine are broken. - Determine life of breeze. - Check breeze when pre-pessurize.
5 2 - Set standard of determine the distance of - Check weight and dimention of part 1 6 60
4. Machine Set-up & First Trial - Weight of part are not same with standard. - The part are non-functional. - Worker set the distance of filling crack not correcting
filling crack. shot/cavity before producing the part.
- Set standard of determine the distance of - Check weight and dimention of part 1
- Dimension of part are not same standard. - The part are non-functional. 6 - Worker set the distance of filling crack not correcting 2 4 48
filling crack. shot/cavity before producing the part.
5 2 - Check product 1 shot/cavity before producing 6 60
- Part are shrink - The part are non-functional. - Worker set air pressure and time not correcting. - Set standard to control air pressure and time.
the part.
4 2 - Test the gun that shot material when assemble 6 48
- Part are short shot. - The part are non-functional. - The Gun that shot material are non-functional. - Determine life of gun.
mould and check part 100%
4 2 - Set standard to control stream pressure and - Check product 1 shot/cavity before produce 6 48
- Part are fusion. - The part are non-functional. - Worker set stream pressure and time not correcting.
time. the part.
3 3 - Check part 100% and maintenance mould 7 63
- Part have burrs - The part are defective. - Mould are breakaged - Determine life of mould.
every 4,000 shots
3 2 7 42
- The other material are residual in tube but workers are - Worker should clean tube every time before
- Material mixed in part. - The part are defective. - Check part 100%
not clean before producing. producing.
REMARK: Symbol = CC point = SC point RPN > 72 To take action CC Score weight = 9-10 SC Score weight = 7-8