
Page 25 - 05.03.2020
P. 25
НОВЫЕ ТЕХНОЛОГИИ
Технология нанесения твёрдосплавных покрытий
В статье рассматривается получение износостойких композиционных покрытий
электроконтактным спеканием порошков. Показано, что электроконтактное припе-
кание предусматривает электронагрев металлического порошка, засыпаемого между
деталью и электродом, за счёт тепловой энергии, выделяемой электрическим током
на активном сопротивлении.
Значительное повышение работо- на удовлетворять условиям максималь-
способности многих видов изделий до- ной износостойкости для заданной опе-
стигается путём нанесения на их поверх- рации.
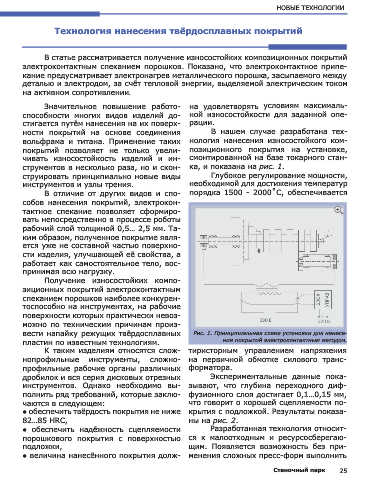
ности покрытий на основе соединения В нашем случае разработана тех-
вольфрама и титана. Применение таких нология нанесения износостойкого ком-
покрытий позволяет не только увели- позиционного покрытия на установке,
чивать износостойкость изделий и ин- смонтированной на базе токарного стан-
струментов в несколько раза, но и скон- ка, и показана на рис. 1.
струировать принципиально новые виды Глубокое регулирование мощности,
инструментов и узлы трения. необходимой для достижения температур
В отличие от других видов и спо- порядка 1500 - 2000˚С, обеспечивается
собов нанесения покрытий, электрокон-
тактное спекание позволяет сформиро-
вать непосредственно в процессе роботы
рабочий слой толщиной 0,5… 2,5 мм. Та-
ким образом, полученное покрытие явля-
ется уже не составной частью поверхно-
сти изделия, улучшающей её свойства, а
работает как самостоятельное тело, вос-
принимая всю нагрузку.
Получение износостойких компо-
зиционных покрытий электроконтактным
спеканием порошков наиболее конкурен-
тоспособно на инструментах, на рабочие
поверхности которых практически невоз-
можно по техническим причинам произ-
вести напайку режущих твёрдосплавных Рис. 1. Принципиальная схема установки для нанесе-
пластин по известным технологиям. ния покрытий электроконтактным методом.
К таким изделиям относятся слож- тиристорным управлением напряжения
нопрофильные инструменты, сложно- на первичной обмотке силового транс-
профильные рабочие органы различных форматора.
дробилок и вся серия дисковых отрезных Экспериментальные данные пока-
инструментов. Однако необходимо вы- зывают, что глубина переходного диф-
полнить ряд требований, которые заклю- фузионного слоя достигает 0,1…0,15 мм,
чаются в следующем: что говорит о хорошей сцепляемости по-
● обеспечить твёрдость покрытия не ниже крытия с подложкой. Результаты показа-
82…85 НRС, ны на рис. 2.
● обеспечить надёжность сцепляемости Разработанная технология относит-
порошкового покрытия с поверхностью ся к малоотходным и ресурсосберегаю-
подложки, щим. Появляется возможность без при-
● величина нанесённого покрытия долж- менения сложных пресс-форм выполнить
Станочный парк 25