
Page 445 - Full paper สอฉ.3-62
P. 445
ขั้นตอนการด าเนินโครงการสามารถเขียนเป็นไดอะแกรม 4.3.2 ท าการปั๊มชิ้นงานทั้งหมด 5 รอบการท างานจะได้
ได้ดังแผนภูมิการด าเนินงานต่อไปนี้ ชิ้นงานทั้งหมด Cavity ละ 5 ชิ้นรวมทั้งหมด 4 Cavity จะได้
ชิ้นงาน 20 ชิ้น
จากการผลิตชิ้นงานจ านวน 20 ชิ้นท าการตรวจวัด
ขนาดโดยการวัดขนาดในจุดต่างๆด้วยเครื่องมือวัดชิ้นงานคือ
เก็บชิ้นงานแยก Cavity ละ 5 ชิ้นทั้งหมด 4 Cavity และท าการ
วัดขนาดต่าง ๆ ที่ได้ก าหนดไว้ และเช็ครูปร่างของชิ้นงานทั้ง
20 ชิ้นว่ามีขนาดรูปร่างตรงตามที่ได้ออกแบบไว้หรือไม่ และ
เป็นไปตามขอบเขตที่วางไว้หรือไม่ จากนั้นท าการเก็บข้อมูล
แล้วบันทึกผล และสรุปผลการทดลองการตรวจวัดขนาดของ
ชิ้นงานมีการก าหนดพิกัดความเผื่อไว้ในแบบชิ้นงาน หากท าการ
ตรวจวัดขนาดแล้วมีขนาดตรงตามแบบงาน หรืออยูในค่าพิกัด
ความเผื่อก าหนด แสดงว่าเป็นชิ้นงานดีหากไม่ได้ขนาดตามที่ได้
ออกแบบไว้หรือไม่อยู่ในค่าพิกัดความเผื่อที่สามารถยอมรับได้
แสดงว่าชิ้นงานนั้นเสียไม่สามารถใช้ได้
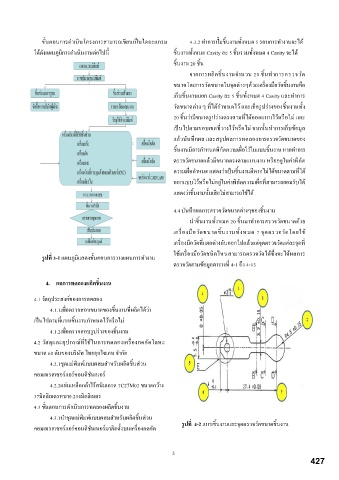
4.4 บันทึกผลการตรวจวัดขนาดต่างๆของชิ้นงาน
น าชิ้นงานทั้งหมด 20 ชิ้นมาท าการตรวจวัดขนาดด้วย
เครื่องมือวัดขนาดชิ้นงานทั้งหมด 7 จุดตรวจวัดโดยใช้
เครื่องมือวัดที่แตกต่างกันออกไปแล้วแต่จุดตรวจวัดแต่ละจุดที่
รูปที่ 3-1 แผนภูมิแสดงขั้นตอนการวางแผนการท างาน ใช้เครื่องมือวัดชนิดไหนสามารถตรวจวัดได้ซึ่งจะได้ผลการ
ตรวจวัดตามข้อมูลตารางที่ 4-1 ถึง 4-13
4. ผลการทดลองผลิตชิ้นงาน
4.1 วัตถุประสงค์ของการทดลอง
4.1.1เพื่อตรวจสอบขนาดของชิ้นงานที่ผลิตได้ว่า
เป็นไปตามที่แบบชิ้นงานก าหนดไว้หรือไม่
4.1.2เพื่อตรวจสอบรูปร่างของชิ้นงาน
4.2 วัสดุและอุปกรณ์ที่ใช้ในการทดลองเครื่องกดอัดโลหะ
ขนาด 60 ตันของบริษัท ไทยอุยไซเคน จ ากัด
4.2.1ชุดแม่พิมพ์แบบผสมส าหรับผลิตชิ้นส่วน
คอมเพรสเซอร์แอร์คอนดิชันเนอร์
4.2.2แผ่นเหล็กกล้าไร้สนิมเกรด 7C27M02 ขนาดกว้าง
37มิลลิเมตรหนา0.254มิลลิเมตร
4.3 ขั้นตอนการด าเนินการทดลองผลิตชิ้นงาน
4.3.1น าชุดแม่พิมพ์แบบผสมส าหรับผลิตชิ้นส่วน
คอมเพรสเซอร์แอร์คอนดิชันเนอร์มาติดตั้งบนเครื่องกดอัด รูปที่ 4-2 แบบชิ้นงานและจุดตรวจวัดขนาดชิ้นงาน
3
427