
Page 33 - demo
P. 33
PROCESS & TECHNOLOGY FOR METHANOL AND DME
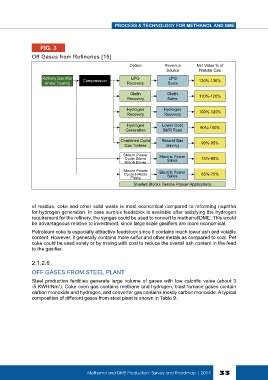
FIG. 3
Off Gases from Refineries [15]
Option Revenue Net Value % of
Source Natural Gas
Refinery Gas After Compression LPG LPG 120%-130%
Amine Treating Recovery Sales
Olefin Olefin 110%-120%
Recovery Sales
Hydrogen Hydrogen
Recovery Recovery 100%-120%
Hydrogen Lower Cost
Generation SMR Feed 90%-100%
Combined Cycle Natural Gas 90%-95%
Gas Turbine Saving
Steam Power Electric Power
Cycle Stand Sales 75%-80%
Alone Boiler
Steam Power Electric Power
Cycle HRSG Sales 65%-75%
Firing
Shaded Blocks Denote Praxair Applications
of residue, coke and other solid waste is most economical compared to reforming naphtha
for hydrogen generation. In case surplus feedstock is available after satisfying the hydrogen
requirement for the refinery, the syngas could be used to convert to methanol/DME. This would
be advantageous relative to investment, since large scale gasifiers are more economical.
Petroleum coke is especially attractive feedstock since it contains much lower ash and volatile
content. However, it generally contains more sulfur and other metals as compared to coal. Pet
coke could be used solely or by mixing with coal to reduce the overall ash content in the feed
to the gasifier.
2.1.2.6
OFF GASES FROM STEEL PLANT
Steel production facilities generate large volume of gases with low calorific value (about 3
-5 KWH/Nm ). Coke oven gas contains methane and hydrogen, blast furnace gases contain
3
carbon monoxide and hydrogen, and converter gas contains mostly carbon monoxide. A typical
composition of different gases from steel plant is shown in Table 9.
Methanol and DME Production: Survey and Roadmap | 2017 33