
Page 11 - stanochny park
P. 11
METALWORKING EQUIPMENT AND TOOLS METALWORKING EQUIPMENT AND TOOLS
Continuous and shaped casting conveyor is not a string of removal of it from this filter an endless (annular) moving
separate shapes, but one in the wall or bottom of the tape, has filters at the junction
of metal products in vacuum casting mold, for example, in trough regulates the strength with the tape and constant
the form of a gutter with sand of the mold. At the same time, communication
through
a
sand molds on a vertically closed conveyor in the casting and solidification rotating drum with a vacuum
belt. Moreover, in patents section of the casting, this pump. The vacuum control
for continuous casting, such strength is maintained to the device opens the vacuum
a trench is usually called a maximum, in the molding wire filters on this tape and
The technology of casting in vacuum sand forms movable mold lined with sand. section — sufficient to perform connects the cladding sand
without a binder was invented in Japan in 1971 by AkitA, With the continuous movement the casting cavities and to the vacuum when the tape
it was called V-process or vacuum-film molding (VFM) of this trough, in the course delivering them to the casting enters a strictly defined area,
[1]. Today, the VFM has in fact moved from the category of movement, a layer of dry section, in the cooling section beyond which the filters are
sand is first poured into it, of the solidified casting the closed by spring mechanisms,
of special castings to the main casting technologies. This
method has violated the traditions of quartz sand mold and then, simultaneously with mold is not evacuated. The and the vacuum does not
technology with a binder, bringing to the foundries a sealing with a synthetic film of vacuum system operates only enter the sand.
more environmentally friendly and resource-saving, but the sand layer, casting cavities on a relatively short conveyor The sand form moving
at the same time knowledge-intensive process. are molded in it, connecting zone. The conveyor moves, but on the conveyor can be
the vacuum to the conveyor in this zone remains motionless considered as a single one or
the area where it is necessary due to the functioning of the as a lower half-form [2 - 6].
to keep the form in a stone evacuation system of moving For the second case, methods
Despite a fairly large number of publications and hundreds of patents on VFM (including
objects, the known designs of have been developed for
dozens of patents of the domestic scientific and technical school on the theory and technology state. Since the vacuum due which are used on hundreds of forming the upper half-mold
of molds), methods of casting in vacuum molds are among the leaders in the dynamics of to the difficult filtration in the operating VFM conveyors with and assembling it from the
publications of innovations and varieties, gradually expanding the volume, nomenclature and
geography of production of cast products. At the same time, the high quality of castings obtained sandy medium at a distance traditional forms in paired bottom when finally forming
a continuously moving sand
of 0.35 ... 0.40 m from the flasks.
by this method is close in accuracy to injection molding, and in terms of surface quality - to
die casting. In addition, the VFM shows an example of successful solution of the environmental vacuum source - the mesh One example of the layer as a mold with one along
filter - decreases by 2.0 ... 2.5 design of such a mold vacuum the conveyor or with many
problems of the foundry due to the use of a minimum of polymers in the casting molds (only times [1], then the values of system is described in the working cavities. After pouring
a synthetic film with a thickness of 0.05 ... 0.1 mm and a binder for flame retardant paint) in
combination with the pumping of gases from the casting mold with a vacuum pump. the vacuum on the filter, the invention [7]. It is made in the metal and sufficient
degree of depressurization, the form of a flexible vacuum hardening of the casting,
The conveyor equipment described in this article is the result of innovative developments
compaction of sand and wire, which is located along the softening of the mold is
by specialists of the Physics and Technology
Institute of Metals and Alloys (FTIMS) of the
National Academy of Sciences of Ukraine (Kiev)
in the process of improving the technology of
casting into vacuum molds under the guidance
of prof. O.I. Shinsky. Prospects for further
development associated with a combination of
advantages vacuum molds with one-time casting
of foam or ice (cryo-vacuum technology).
The high fluidity of dry sand during
vibration in the process of molding allows
us to consider it as a pseudo-fluid that easily
(without the powerful sealing machines inherent
in traditional sand-clay molding) fills the space
around the often complex shaped surfaces of
casting models (both reusable and disposable)
during the manufacturing process which usually
lasts a few minutes. Moreover, the stone-like
state of sand during evacuation of the mold (a pressure of the order of 0.5 atm ≈ 50 kPa) is
necessary only from the moment of molding to pouring the mold and subsequent solidification
of the casting to a state where it is able to keep its geometry in the sandy environment. In
other cases, evacuation is not required. The rational regulation of mold strength when creating
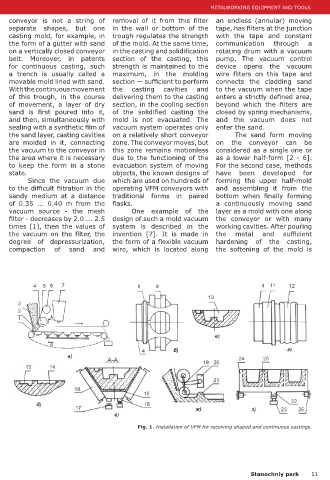
continuous installations combining transport operations with technological ones served the Fig. 1. Installation of VFM for receiving shaped and continuous castings.
purpose of the developments described in this article.
Based on the principle of minimizing the duration of mold evacuation using sand fluidity, a
series of designs of VFM lines were constructed and published earlier [2–6], in which a moving
10 Stanochniy park Stanochniy park 11